
Page 22 - 《应用声学》2023年第4期
P. 22
684 2023 年 7 月
融合,实现焊件的连接。UAFSW 所需的纵扭振动
0 引言
可以通过在换能器变幅杆上添加螺旋沟槽来实现。
搅拌摩擦焊 (Friction stir welding, FSW) 诞生
ஷҫᡔܦ ཝᎋ
于 20 世纪末的英国,该工艺适用于焊接熔点比较 ᣉᐫ
低的轻金属,与传统的焊接工艺相比较,具有成本
低、不易出现裂纹,更加环保等优势。但是,FSW
也存在轴向压力和前进阻力大、容易出现未焊透的 ᨸ
ଵત᧫
现象等缺点 [1−2] 。因此,研究者们尝试在 FSW 中 ཝଌ߹ੇӝ
添加辅助工艺来提高焊接质量 [3] 。以往的研究中
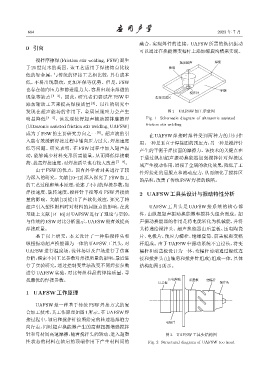
发现在超声能场的作用下,金属屈服应力会产生 图 1 UAFSW 加工示意图
明显降低 [4−5] ,该发现使得超声辅助搅拌摩擦焊 Fig. 1 Schematic diagram of ultrasonic assisted
(Ultrasonic assisted friction stir welding, UAFSW) friction stir welding
成为了 FSW 的主要研究方向之一 [6] 。超声波的引
在 UAFSW 焊接时焊件受到两种力的共同作
入能有效缓解焊接过程中轴向压力过大、焊接速度 用,一种是垂直于焊接面的预压力,另一种是搅拌针
低等问题。研究表明,在 FSW 过程中加入超声振
产生的平衡于焊接面的摩擦力。该技术的关键点在
动,能够减少材料变形所需能量,从而降低焊接载
于通过纵扭超声振动换能器加强搅拌针对焊接区
荷、提高焊接速度,对焊接质量也有较大改善 [7−9] 。
域产生搅动作用,增强了金属的软化效果,降低了工
由于 FSW 的优点,国内外学者对其进行了较
件焊接处的屈服点和流动应力,从而细化了搅拌区
为深入的研究。文献 [10–12] 深入探究了 FSW 加工
的晶粒,改善了传统FSW焊接的缺陷。
的工艺过程和基本原理,论述了不同的焊接参数,如
焊接速度、旋转速度、搅拌针半径等对 FSW 焊接质 2 UAFSW工具头设计与振动特性分析
量的影响。文献 [13] 提出了声软化效应,探究了将
超声引入塑性材料时对材料的屈服点的影响,在此 UAFSW 工具头是 UAFSW 接系统的核心部
基础上文献 [14–16] 对 UAFSW 进行了理论与实验, 件,由纵扭超声振动换能器和搅拌头组合而成。超
与传统的FSW对比分析显示,UAFSW能有效提高 声振动换能器的作用是将电能转化为机械能,并将
焊接质量。 其传递给搅拌头。超声换能器由后盖板、压电陶瓷
基于以上研究,本文设计了一种集搅拌头和 片、电极片、预应力螺栓、绝缘套筒、前盖板和变幅
纵扭振动超声换能器为一体的 UAFSW 工具头,对 杆组成。由于 UAFSW 中振动系统不宜过长,将变
UAFSW 进行温度场、流体场以及声场进行了仿真 幅杆和前盖板设计为一体,变幅杆前端通过螺纹连
分析,探索不同工艺参数对焊接质量的影响,最后进 接和搅拌头 (由轴肩和搅拌针组成) 组成一体,具体
行了实验研究,通过控制变量法改变不同焊接参数 结构如图2所示。
进行 UAFSW 实验,对比每组样品的焊接质量,寻
找最优的焊接参数。 ԍႃᬝၬ Ғᄦ ԫࣨీ
Ցᄦ ଵત݀
1 UAFSW工作原理
UAFSW 是一种基于传统 FSW 焊接方式的复
合加工技术,其工作原理如图1所示。在UAFSW焊
接过程中,轴肩和搅拌针按照给定的转速沿焊缝方
ႃౝྟ
向行走,同时超声换能器产生的高频扭振增强搅拌
针和母材间高速摩擦,随着搅拌头的转动,进入超塑 图 2 UAFSW 工具头结构图
性状态的材料在轴肩的顶端作用下产生材料间的 Fig. 2 Structural diagram of UAFSW too head