
Page 97 - 《应用声学)》2023年第5期
P. 97
第 42 卷 第 5 期 彭伊娟等: 改进的 Faster-RCNN 算法在聚乙烯管接头内部缺陷检测中的应用 989
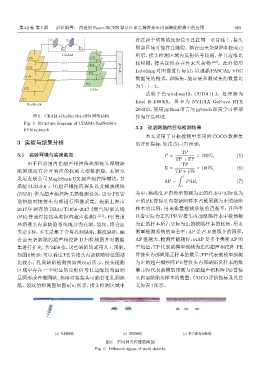
C S 存在两个明显的反射信号且在同一垂直线上,接头
灤 灤 局部区域可能存在缝隙。熔合面夹杂缺陷如图 6(c)
CBAM 所示,接头检测区域内反射信号较弱,并且边缘比
C5 P5
1灤1 较模糊,接头疑似存在外来夹杂物 [22] 。此外使用
P4 R
C4 P
1灤1 N Labelimg 对图像进行标记,以遵循 PASCAL VOC
P3
C3
1灤1 数据集的格式,训练集、验证集和测试集的数量比
P2 为7 : 1 : 2。
C2
FPN
试验平台 windows10,CUDA11.3,处理器为
C1 Intel i9-10900X,显卡为 NVIDIA GeForce RTX
ResNet50
2080Ti,使用 python 语言与 pytorch 深度学习框架
图 5 CBAM+ResNet50+FPN 网络结构 作为开发环境。
Fig. 5 Structure diagram of CBAM+ResNet50+
3.2 改进网络的目标检测结果
FPN network
本文采用了目标检测中常用的 COCO 数据集
3 实验与结果分析 的评价指标,如式(5)~(7)所示:
TP
3.1 实验环境与实验数据 P = × 100%, (5)
TP + FP
由于目前国内在超声相控阵热熔接头焊缝缺 TP
R = × 100%, (6)
陷领域没有公开响应的权威大型数据集,本研究 TP + FN
∫ 1
采用友联公司 MagicScan-UX 超声相控阵模块,并
AP = PdR, (7)
搭配 5L32-0.6 × 10 超声相控阵探头以及横波楔块 0
(N55S) 作为超声相控阵无损检测设备,进行 PE 管 其中:精确度 P 指模型预测为正的样本中实际也为
道热熔对接接头内部进行图像采集。根据上海市 正的 PE 管接头内部缺陷样本占被预测为正的缺陷
2017 年颁布的 DB31/T1058–2017《燃气用聚乙烯 样本的比例,用来衡量检测系统的查准率;召回率
(PE) 管道焊接接头相控阵超声检测》 [21] ,PE 管道 R 指实际为正的 PE 管接头内部缺陷样本中被预测
热熔接头内部缺陷系统地分为孔洞、裂纹、熔合面 为正的样本所占实际为正的缺陷样本的比例,用来
夹杂 3 种,本文采集了含有孔洞缺陷、裂纹缺陷、融 衡量检测系统的查全率;AP 是 P-R 曲线下的面积,
合面夹杂缺陷的超声相控阵 D 扫检测图并对数据 AP 值越大,检测性能越好,mAP 是多个类别 AP 的
集进行扩充,共 2450 张,这些缺陷均采用人工预制, 平均值;TP代表被模型预测为正的超声相控阵 PE
如图6所示,可以看出PE管接头内部缺陷特征图都 管接头内部缺陷正样本的数量;FP代表被模型预测
比较小。孔洞缺陷检测图如图 6(a) 所示,接头检测 为正的超声相控阵 PE 管接头内部缺陷负样本的数
区域中存在一个明显的反射信号且边缘较为圆润 量;FN代表被模型预测为负的超声相控阵 PE 管接
呈圆形或者椭圆状,热熔对接接头可能存在孔洞缺 头内部缺陷负样本的数量。COCO评价指标及其意
陷。裂纹的检测图如图 6(b) 所示,接头检测区域中 义如表1所示。
(a) ߘศᎥᬞ (b) ᜈጯᎥᬞ (c) ཽՌ᭧݃ాᎥᬞ
图 6 不同种类焊缝缺陷图
Fig. 6 Different types of weld defects