
Page 85 - 《应用声学》2020年第4期
P. 85
第 39 卷 第 4 期 张琪等: 轴类超声检测的波束扩散成像 571
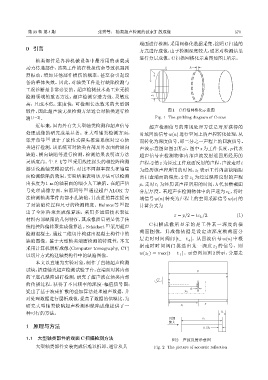
端面进行检测,采用网格化数据采集,按照C扫描的
0 引言 方式进行成像,由于检测深度较大,通常对检测结果
进行分层成像。C扫描网格化示意图如图1所示。
轴类部件是各种机械设备中最常用的承载或
动力传递部件,该类工件的在役损伤会导致机器剧 z h
烈振动,增加其他部件损伤的概率,甚至会引起设 x
备的整体失效。因此,对轴类工件进行缺陷检测与
工况诊断是非常必要的。超声检测技术是工业无损
检测领域的重要方法,超声检测穿透力强、灵敏度 L
高,且成本低、速度快,可检测长达数米的大型钢
锻件,因此超声波无损检测方法适合对轴类进行检 图 1 C 扫描网格化示意图
测 [1−2] 。 Fig. 1 The gridding diagram of C-scan
近年来,国内外有关大型轴类检测和超声信号 超声检测信号的常规处理方法是对所获得的
处理成像的研究成果显著。在大型轴类检测方面, 时域回波信号w(n)进行空间上的声程转化处理,从
张开良等 [3] 设计了旋转式探头推进系统对空心轴 而转化为深度信号,即二分之一声程上的回波信号。
类进行检测,该系统可对轴类内部及外表面的纵向 声波示意图如图 2 所示,图中 z 为工件长度,p 代表
缺陷、横向缺陷等进行检测,检测结果表明该方法 超声信号在检测物体内部声波发射返回所经历的
灵活度高。牛卫飞等 [4] 采用线性探头的相控阵检测 声程,2倍z 为经过工件底面反射的声程,声波走时t
游乐设施轴类模拟试件,对比不同频率探头在轴端 为经历该声程所用的时间;z 1 表示工件内部缺陷距
面检测缺陷的效果,实验结果表明该方法可以检测 离扫查端面的深度,2 倍 z 1 为经过缺陷反射的声程
出长度为 1 m的轴表面的细小人工缺陷。在超声信 p,走时 t 1 为经历该声程所用的时间,h 代表横截面
号处理成像方面,宋雨珂等 [5] 通过超声 ALOK 方 分层厚度。若超声在检测物体中的声速为 c L ,将时
法检测轴类零件内部小孔缺陷,其改进的算法提高 域信号 w(n) 转变为声程上的空间采样信号 w(z) 的
了对缺陷位置和尺寸的检测精度。Holmes 等 [6] 提 计算公式为
出了全矩阵聚焦成像算法,采用多通道技术表征
z = p/2 = tc L /2. (1)
材料内部缺陷的几何特征,其成像质量明显优于传
C 扫描成像所显示的是工件某一深度的横
统相控阵偏转聚焦成像算法。Schickert [7] 采用超声
截面图像,其成像依据是设定该深度横截面分
检测混凝土,通过二维切片构建出混凝土构件中的
层走时时间阀门 [t − t + ],从回波信号 w(n) 中根
缺陷图像。鉴于大型轴类端面检测的特殊性,本文
据走时时间阀门挑选出某一深度 z 1 的信号,则
采用计算机层析成像 (Computer tomography, CT)
w(z 1 ) = max(t − t + )。示意图如图 2 所示,分层走
以切片方式构建轴类构件中的缺陷图像。
本文以直轴为实验对象,制作了直轴超声检测
试块,搭建轴类超声检测试验平台,在端面对其内部 p
的平底孔缺陷进行检测,研究了超声波在轴类内部
的传播过程,获得了不同频率的深度 -幅值信号图;
h
提出了基于波束扩散的叠加算法处理超声数据,并 p 1
对处理数据进行层析成像,提高了数据的信噪比,为
z
研究大型轴类缺陷超声检测和缺陷成像提供了一 z
种可行的方法。 h
ࡍᦊ z
ஊܸ
1 原理与方法 ⊲h
1.1 大型轴类部件的端面C扫描检测方法 图 2 声波反射示意图
大型轴类部件安装完成后难以拆卸,通常从其 Fig. 2 The picture of acoustic reflection