
Page 103 - 《应用声学》2021年第1期
P. 103
第 40 卷 第 1 期 张鑫等: 奥氏体不锈钢窄间隙焊缝侧壁未熔合相控阵超声检测 99
( )
√
I TFM-PCI (x, z) = 1 − var (cos φ (x, z, t)) + var (sin φ (x, z, t)) ∗ I TFM (x, z) , (2)
式(2)中,φ为信号相角,var( )为变量方差。 区域进行分析,更能反映晶粒尺寸平均水平。本文选
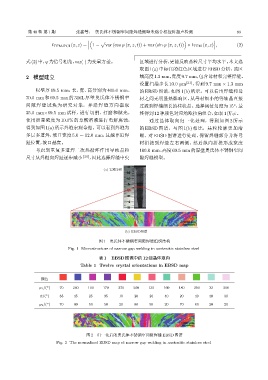
取图 1(a) 中标注的红色区域进行 EBSD 分析,该区
2 模型建立 域高度1.3 mm,宽度9.7 mm,包含母材和完整焊缝。
设置扫描步长 10.0 µm [21] ,得到 9.7 mm × 1.3 mm
以壁厚 69.5 mm,长、宽、高分别为 400.0 mm、 的 EBSD 图谱,如图 1(b) 所示。可以看出焊缝和母
70.0 mm 和 69.5 mm 的 316L 厚壁奥氏体不锈钢窄 材之间无明显热影响区,从母材细小的等轴晶直接
间隙焊缝试块为研究对象,并沿焊缝方向截取 过渡到焊缝细长的柱状晶。选择阈值角度为15 ,最
◦
35.0 mm×69.5 mm 试样,进行切割、打磨和抛光。 终得到12种颜色对应的欧拉角组合,如表1所示。
使用质量浓度为 10.0% 的草酸溶液进行电解腐蚀, 通过晶体取向归一化处理,得到如图 2 所示
得到如图 1(a)所示焊缝宏观金相。可以看到焊缝为 的 EBSD 图谱,与图 1(b) 相比,晶粒轮廓更加清
多层多道焊,坡口宽度 5.0 ∼ 12.0 mm,且越靠近焊 晰。对 EBSD 图谱进行处理,保留焊缝部分并将母
趾位置,坡口越宽。 材拼接到焊缝左右两侧,然后纵向拼接形成宽度
考虑到重复多道焊二次热循环作用导致晶粒 106.0 mm、高度69.5 mm的厚壁奥氏体不锈钢窄间
尺寸从焊根向焊趾逐步减小 [20] ,因此选择焊缝中央 隙焊缝模型。
( (a) ߺᄱa) ߺᄱ
(b) EBSDڏ៨
图 1 奥氏体不锈钢窄间隙焊缝组织结构
Fig. 1 Microstructure of narrow gap welding in austenitic stainless steel
表 1 EBSD 图谱中的 12 组晶体取向
Table 1 Twelve crystal orientations in EBSD map
颜色
φ 1 /( ) 70 260 100 170 270 260 135 160 180 250 32 200
◦
Φ/( ) 35 45 25 35 10 20 20 40 20 40 40 30
◦
φ 2 /( ) 70 60 50 50 20 80 55 20 70 80 20 20
◦
图 2 归一化后的奥氏体不锈钢窄间隙焊缝 EBSD 图谱
Fig. 2 The normalized EBSD map of narrow gap welding in austenitic stainless steel