
Page 104 - 《应用声学》2021年第1期
P. 104
100 2021 年 1 月
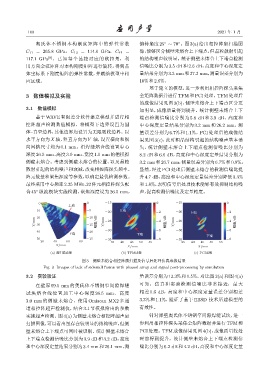
奥氏体不锈钢本构刚度矩阵中的弹性常数 偏转角度 25 ∼ 70 。图 3(a) 给出相控阵扇扫描图
◦
◦
C 11 = 265.8 GPa,C 12 = 114.0 GPa,C 44 = 像,能够区分侧壁未熔合上下端点,但晶粒散射引起
117.1 GPa 。已知每个晶粒对应的欧拉角,利 的结构噪声较明显。统计侧壁未熔合上下端点检测
[9]
用方向余弦矩阵对本构刚度矩阵进行旋转,得到晶 信噪比分别为 3.5 dB 和 2.6 dB,高度和中心深度定
体坐标系下刚度矩阵的弹性常数,并赋给模型中相 量结果分别为3.3 mm和27.2 mm,测量误差分别为
应区域。 10%和2.6%。
基于建立的模型,进一步利用相控阵探头采集
3 数值模拟及实验 全矩阵数据并进行TFM和PCI处理。TFM处理后
的成像结果见图 3(b),侧壁未熔合上下端点区分更
3.1 数值模拟
加明显,成像质量得到提升。统计侧壁未熔合上下
基于 WAVE 有限差分软件建立模型并进行相 端点检测信噪比分别为 5.8 dB 和 3.9 dB,高度和
控阵超声检测数值模拟。将模型下边界设置为固 中心深度定量结果分别为 3.2 mm 和 26.2 mm,测
体-真空边界,其他边界均设置为无限吸收边界。以 量误差分别为 6.7% 和 1.1%。PCI 处理后的成像结
水平方向为 X 轴,竖直方向为 Y 轴,设置横向和纵 果见图 3(c),此时粗晶结构引起的结构噪声基本消
向网格尺寸均为 0.1 mm。沿焊缝熔合线设置中心 失,统计侧壁未熔合上下端点检测信噪比分别为
深度26.5 mm、高度3.0 mm、宽度1.0 mm的槽模拟 8.2 dB 和 6.6 dB,高度和中心深度定量结果分别为
侧壁未熔合。考虑到侧壁未熔合的位置,以及晶粒 3.2 mm和26.7 mm,测量误差分别为6.7%和0.8%。
散射引起的结构噪声和衰减,改变相控阵探头频率、 显然,经过 PCI 处理后侧壁未熔合的检测信噪比提
阵元数量和聚焦深度等参数,以确定最优检测参数。 升4.7 dB,高度和中心深度定量误差分别降低3.3%
最终采用中心频率2.25 MHz、32阵元相控阵探头配 和1.8%,表明信号后处理技术能够有效抑制结构噪
合 45 纵波楔块实施检测,聚焦深度设为 26.5 mm, 声,提高检测信噪比及定量精度。
◦
0 0 -15 0 -15 0
ʽቫ
10 -5 ʽቫ
-20 -2 -20 ʽቫ -2
Y/mm 20 -10 ࣨϙ/dB Y/mm -25 -4 ࣨϙ/dB Y/mm -25 -4 ࣨϙ/dB
30
-15
-30 -6 -30 -6
40 -20
ʾቫ ʾቫ ʾቫ
50 -25 -35 -8 -35 -8
20 40 60 80 35 40 45 50 55 35 40 45 50 55
X/mm
X/mm X/mm
(a) ੳଡੇϸ (b) TFMੇϸ (c) PCIੇϸ
图 3 侧壁未熔合相控阵扇扫描及信号后处理仿真成像结果
Fig. 3 Images of lack of sidewall fusion with phased array and signal post-processing by simulation
3.2 实验验证 量误差分别为13.3%和1.5%。对比图 3(a)和图 4(a)
在壁厚 69.5 mm 的奥氏体不锈钢窄间隙焊缝 可知,仿真和实验检测信噪比非常接近,最大
试块熔合线位置加工中心深度 26.5 mm、高度 相差 0.6 dB,高度和中心深度定量误差分别相差
3.0 mm 的侧壁未熔合,使用 Omiscan MX2 多通 3.3% 和 1.1%,验证了基于 EBSD 技术所建模型的
道相控阵超声检测仪,结合 3.1 节模拟给出的参数 有效性。
实施超声检测。图4(a) 为侧壁未熔合相控阵超声扇 针对厚壁奥氏体不锈钢窄间隙焊缝试块,进一
扫描图像,可以看出虽存在较明显的结构噪声,但侧 步利用相控阵探头采集全矩阵数据并进行 TFM 和
壁未熔合上下端点可同时被识别。统计侧壁未熔合 PCI 处理。TFM 成像结果见图 4(b),成像质量较处
上下端点检测信噪比分别为 3.9 dB 和 3.2 dB,高度 理前得到提升。统计侧壁未熔合上下端点检测信
和中心深度定量结果分别为3.4 mm和26.1 mm,测 噪比分别为 6.2 dB 和4.2 dB,高度和中心深度定量