
Page 7 - 应用声学2019年第2期
P. 7
第 38 卷 第 2 期 钟利民等: HDP-HSMM 的磨削声发射砂轮钝化状态识别 153
每帧信号与所对应的砂轮钝化状态之间的关系。需
1 HDP-HSMM砂轮钝化状态识别方法
要注意的是,为了增加样本的数目,帧与帧之间允许
在高精度磨削加工时,砂轮的不同钝化状态具 有重叠。对已经划分好的每帧信号,要提取其AE信
有不同的加工精度。磨削过程中发出的 AE 信号可 号特征,以表征该帧信号。本文中,提取振幅、持续
作为对砂轮不同钝化状态判断的依据。磨削加工过 时间、上升时间等典型的 8 个AE 特征组成 8 维样本
程中的 AE 信号主要由被加工工件的塑性形变、碎 向量。这些 8 维样本向量将组成 AE 数据集作为对
屑脱落、砂轮磨粒脱落以及碎屑和砂轮的摩擦等因 原始AE信号的替代。另外,砂轮状态的变化是一个
素所引起 [11] 。此外,材料内部缺陷在局部应力作 时间序列问题,隐半马尔可夫模型 (HSMM) 适用于
用下出现滑移、位错、开裂并发出弹性波的现象也 这类问题 [14] 。HSMM 是隐马尔可夫模型 (Hidden
是磨削 AE 的来源之一 [11−12] 。工件的塑性变形是 Markov models, HMM) 的一个改进,避免了 HMM
AE 信号的主要来源,其发出的弹性波频带分布在 状态驻留时间呈指数衰减的缺点,广泛应用于机械
100 kHz∼300 kHz 之间,切削液和砂轮堵塞引起的 故障诊断、材料缺损等状态识别问题 [15] 。另外,磨
噪声主要分布在 100 kHz 以下,电噪声频率一般大 削加工过程中的砂轮状态是持续变化的,如何将不
于1000 kHz,这为磨削过程中噪声信号的分析提供 间断变化的砂轮状态量化为几个确定的状态是磨
了依据 [11−13] 。因此,首先对采集到的AE信号进行 削加工领域的一个难题。分层Dirichlet过程(HDP)
消噪处理。小波阈值降噪对非平稳信号的消噪有着 有效地解决了这个问题。这种方法不需要给出砂
无可比拟的优势 [14] 。本文即利用小波软阈值降噪 轮状态的数目,而是通过 AE 数据集自适应聚类获
对采集到的AE信号进行预处理。此外,磨削过程中 得状态划分,以得到整个磨削过程砂轮钝化程度
的AE信号是复杂多变的,即使砂轮状态不变,瞬时 的量化分级结果。以上所述磨削砂轮钝化状态检
弹性波也有很大的差别。分析特定时间点的 AE 信 测方法如图 1 所示。小波阈值降噪、AE 信号特征以
号是没有意义的。所以,本文通过分帧处理将经过 及HDP-HSMM的具体描述分别见第 1.1 节、1.2 节、
去噪的 AE 信号划分为多个帧,以帧为单位去分析 1.3节。
ྲढ़ଢԩ
࠵ฉϙ Ѭࣝܫေ ᝫጷ ᝫጷ តࣃᝫ
ᬌ٪ ᬷ HDP-HSMM ጷᄊവی
ត
ᬷ
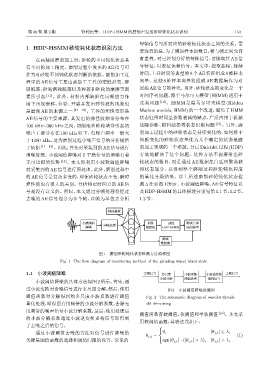
图 1 磨削砂轮钝化状态检测方法流程图
Fig. 1 The flow diagram of monitoring method of the grinding wheel blunt state
1.1 小波阈值降噪 ե٪ηՂ ܳࡇए ࠵ฉጇ ࠵ฉᤤԫ૱ ԝ٪ηՂ
࠵ฉѬᝍ ϙܫေ ᧘ηՂ
小波阈值降噪的具体方法如图2所示。首先,通
过小波变换对含噪信号进行多尺度分解;然后,使用 图 2 小波阈值降噪原理图
阈值函数对分解得到的多尺度小波系数进行阈值 Fig. 2 The schematic diagram of wavelet thresh-
量化处理,即保留有用频带的小波分解系数,去除无 old de-noising
用频带的噪声信号小波分解系数;最后,使用处理后
阈值函数有硬阈值、软阈值和半软阈值 [16] 。本文采
的小波分解系数通过小波逆变换重构信号即得到
用软阈值函数,其表达式如下:
了去噪之后的信号。
通过小波阈值去噪的方法对信号进行降噪的 0, |θ j,i | 6 λ,
¯
θ j,i = (1)
关键是阈值函数的选择和阈值门限的设置。常见的 sgn(θ j,i ) · (|θ j,i | > λ), |θ j,i | > λ,