
Page 67 - 《应用声学》2020年第6期
P. 67
第 39 卷 第 6 期 季昌国等: 相控阵超声检测成像技术在耐张线夹压接质量检测的应用研究 861
19.2 mm。以上各工艺参数进行排列组合,相控阵检 时,会产生多次反射,因此在深度为 8∼10 mm、
测工艺参数变量如表3所示。 16∼18 mm、24∼27 mm 处分别为纵波在铝套管和
钢锚压接界面一次、二次和三次反射波信号,且信
表 3 检测工艺参数变量设置
号分布与实际钢锚凹槽轮廓一致,两个凹槽信号清
Table 3 Detection process parameter vari-
晰可见,表明压接质量完好。A 视图显示的是 D 视
able setting
图中指示线处的回波信号,分析可知,第一个波峰为
频率 f/MHz 焦距 F/mm 孔径 D/mm 楔块底面回波信号,第二至四个波峰分别为钢锚凹
2.25 4 4.8 槽界面一次、二次、三次反射波,与D 视图分析结果
5 8 9.6 一致。一次波、二次波、三次波幅值依次递减,主要
10 12 14.4 是由于超声波在传播和反射过程中产生衰减导致,
19.2 到三次波以后信号几乎衰减不见。由上可知D视图
可以清晰判定铝套管和钢锚凹槽压接质量情况。
采用纵波垂直入射的方式进行检测,按照上述
图9中的 B视图是指垂直于移动方向的横截面
工艺参数设置沿着铝套管方向进行一维线性扫查。
显示。结合耐张线夹尺寸及内部结构可知,最外层
3 实验结果与分析 导线与铝套管有接触点,同时也存在空气间隙,本
文称之为间隙 1。最外层导线和次外层导线也存在
3.1 相控阵典型检测图谱信号分析 两种空气间隙,本文称之为间隙 2 和间隙 3。纵波
3.1.1 正常压接试样的相控阵图谱分析 在铝套管里传播,遇到完好的压接界面时会遇到两
以检测参数 f=5 MHz、F=8 mm、n=32 个时 种情况,一部分纵波遇到界面空气间隙 1,发生反
为例,根据耐张线夹内部结构特点检测凹槽侧 A 区 射,即图 9 中 B 视图深度约为 9 mm 处的反射回波
时采用B-A-D视图,成像显示如图8所示,检测导线 信号显示;另一部分纵波通过压紧接触的位置透入
侧B区时采用B-A-C视图,成像显示如图9所示。 到导线内部,在遇到最外层导线和次外层导线之间
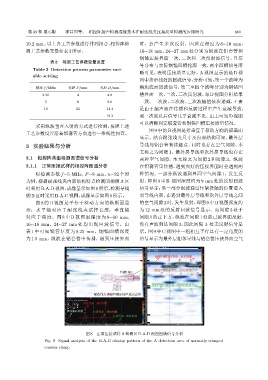
图 8 的 D 视图是平行于移动方向的纵断面显 的空气间隙 2 时,发生反射,即图 9 中B 视图深度约
示,水平轴对应于耐张线夹试样长度,垂直轴 为 12 mm 处的反射回波信号显示。而间隙 3 处于
对应于深度。图 8 中 D 视图里深度为 8∼10 mm、 间隙 1 的正下方,纵波在间隙 1 处就已被界面反射,
16∼18 mm、24∼27 mm 处均出现回波信号,由 没有声波到达间隙 3,因此间隙 3 处无反射信号显
表 1 中可知铝管厚度为 8.25 mm,钢锚凹槽深度 示。图 9 中 C 视图中一组相互平行具有一定角度的
为 1.5 mm,纵波在铝套管中传播,遇到压接界面 信号显示为最外层相邻导线与铝套管压接界面空气
ᨂᩳѢയԍଌႍ᭧ʷԦ࠱ฉ
ᨂᩳѢയԍଌႍ᭧̄Ԧ࠱ฉηՂ
Ѣയ1֗2
ᨂᩳѢയԍଌႍ᭧ʼԦ࠱ฉηՂ
Ꮽसጳ݃ᨂᩳѢയԍଌӝ۫ᇨਓڏ
ԍଌႍ᭧ʷԦ࠱ฉ
ഀڱअ᭧ڀฉ ԍଌႍ᭧̄Ԧ࠱ฉ
ԍଌႍ᭧ʼԦ࠱ฉ
图 8 正常压接试样 A 检测区 B-A-D 视图图谱信号分析
Fig. 8 Signal analysis of the B-A-D display pattern of the A detection area of normally crimped
tension clamp