
Page 69 - 《应用声学》2020年第6期
P. 69
第 39 卷 第 6 期 季昌国等: 相控阵超声检测成像技术在耐张线夹压接质量检测的应用研究 863
ᦊѬᤌ፞ቇඡᫎᬩ ᤌ፞ቇඡᫎᬩࡏ
L=173 mmܫᦊѬԍ Bڏ1 L=30 mmܫ߹Лԍ Bڏ2
ԍӝ۫ ԍӝ۫ ԍӝ۫ ԍӝ۫
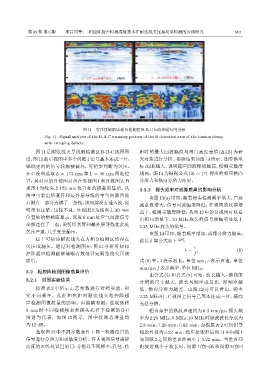
图 11 有压接缺陷试样 B 检测区 B-B-C 扫查图谱信号分析
Fig. 11 Signal analysis of the B-B-C scanning pattern of the B detection area of the tension clamp
with crimping defects
图 11 是耐张线夹导线侧检测区 B-B-C 视图图 距时的最大回波幅值与闸门高度差值 (∆dB) 为研
谱,图11的C视图中多个间隙1 信号基本连成一片, 究对象进行分析。实验结果如图13所示。图中纵坐
铝线走向的信号轮廓被破坏,可初步判断为欠压。 标 ∆dB 越大,说明超声回波幅值越高,检测灵敏度
在 C 视图选取 L = 173 mm 和 L = 30 mm 两处位 越高。图 14 为根据公式 (3) ∼ (7) 得出的相应横向
置,其对应的 B 视图显示在 B 视图 1 和 B 视图 2,B 分辨力和纵向分辨力结果。
视图 1 为线夹上 173 mm 位置处的横截面显示,从 3.2.2 探头频率对成像质量的影响分析
图中可看出铝套管和最外层导线的空气间隙回波
由图 13(a) 可知,随着探头检测频率增大,声衰
右侧有一部分连成了一条线,该局部没有透入波,说
减系数增大,信号回波幅度降低,在相同的仪器增
明没有压紧,压接不良。B 视图 2 为线夹上 30 mm 益下,检测灵敏度降低;从图 12 中的 B 视图可以看
位置处的横截面显示,深度 8 mm 处空气间隙信号 出相同增益下,10 MHz 探头的信号波幅明显低于
全部连在了一起,说明铝套管和最外层导线在此处 2.25 MHz探头的信号。
欠压严重,几乎完全漏压。 由图 14可知,随着频率增加,成像分辨力提高。
综上可知该耐张线夹在 A 和 B 检测区均存在 波长计算公式如下 [28] :
欠压或漏压。通过对检测图 8∼ 图 11 分析可知相 c
λ = , (8)
控阵超声检测能够清晰有效地评定耐张线夹压接 f
质量。 式 (8) 中,λ 表示波长,单位 mm;c 表示声速,单位
mm/µs;f 表示频率,单位MHz。
3.2 相控阵检测图像质量评价
由公式 (5) 和公式 (8) 可知,波长越大,横向能
3.2.1 对照实验结果
分辨的尺寸越大,波长与频率成反比,即频率越
按照表 3 中所示工艺参数进行对照实验,研 低,横向分辨力越差。由图 12(c) 可以看出,频率
究不同频率、孔径和焦距对耐张线夹相控阵超 2.25 MHz 时,C 视图上信号已基本连成一片,横向
声检测图像质量的影响。因篇幅有限,选取焦距 无法分辨。
8 mm 时不同检测频率和探头孔径下检测的 B-C 铝合金中的纵波声速约为 6.3 mm/µs,探头频
图谱为代表,如图 12 所示,图中仪器总增益均 率为2.25 MHz、5 MHz、10 MHz时纵波波长分别为
为12 dB。 2.8 mm、1.26 mm、0.63 mm,而根据表 2 可知铝导
选取图 12 中不同参数条件下同一检测位置的 线的外径为 3.22 mm,经压接塑形后图 11 中间隙 1
信号进行分辨力和灵敏度分析。在A视图信号满屏 与间隙 2 之间的垂直距离小于 3.22 mm。当垂直间
高度的20% 处设置闸门,分别以不同频率、孔径、焦 距接近或小于波长时,间隙 1 的回波和间隙 2 的回