
Page 63 - 《应用声学》2021年第6期
P. 63
第 40 卷 第 6 期 刘志勇等: 幅度调制的非线性超声相控阵成像方法 859
的声能差来表征聚焦点处声能损失。实验硬件包 域内扩散场的声能 E v 、E p 及能量损耗 η;最后根据
括 Verasonics Vantage128 多通道超声相控阵仪器 非线性参量 η 进行成像。另一方面,依据公式 (6) 计
和 Imasonics 5 MHz 128 阵元纵波超声相控阵探 算I(x, z) 进行TFM成像以进行实验对比分析。
头。图 1为5 MHz超声相控阵探头和待检试样图片,
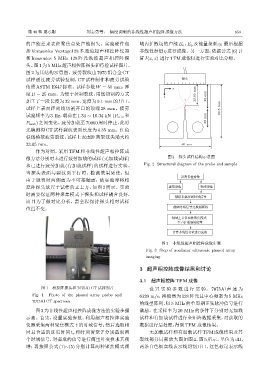
图 2 为其结构示意图。疲劳裂纹由 7075 铝合金 CT
试样通过疲劳试验拉制,CT 试样制作和疲劳试验 ଊ݀
依照 ASTM E647 标准。试样参数 W = 50 mm,厚 x
度B = 25 mm。为便于拉制裂纹,用线切割的方式 ⊲ mm
z mm
加工了一段长度为 22 mm、宽度为 0.1 mm 的开口。 r
试样上表面距离线切割开口的顶端 28 mm。疲劳 62.5 mm
试验频率为 3 Hz,载荷在 1.34 ∼ 10.34 kN (P min 和 mm
P max )之间变化。疲劳加载至70000周时停止,此时
光镜测得 CT 试样裂纹表面长度为 4.35 mm。红色
标线模拟疲劳裂纹,试样上表面距离裂纹尖端大约
23.65 mm。 mm
作为对照,采用 TFM 和非线性超声相控阵成
像方法分别对未进行疲劳加载的试样(无加载试样) 图 2 探头试样结构示意图
和已进行疲劳加载 (有加载试样) 的试样进行实验。 Fig. 2 Structural diagram of the probe and sample
当探头表面与裂纹面平行时,检测效果更佳,但
ᎶࠄᰎԠ
由于服役时两侧面为不可接触面,故实验时将相
控阵探头放置于试样的正上方,如图 2 所示。实验 ᘿલᐑཥ ྭေᐑཥ
时需要保证两种聚焦模式下探头和试样耦合良好,
᧔ᬷ४҂۫ηՂ
而且为了做对比分析,需全程保持探头相对试样
位置不变。 ԩ۫ηՂԫ૱҂ᮠ۫
ᮠ۫ʽᝠካːመᐑཥവर
ʾܦੱஙڤᄊᑟ᧚
ᝠካ᭤ጳভԠ᧚ᤉᛡੇϸ
图 3 非线性超声相控阵成像步骤
Fig. 3 Step of nonlinear ultrasonic phased array
imaging
3 超声相控阵成像结果和讨论
3.1 超声相控阵TFM成像
图 1 相控阵探头和 7075Al CT 试样照片 设 置 实 验 参 数 进 行 实 验。 7075Al 声 速 为
Fig. 1 Photo of the phased array probe and 6320 m/s,换能器为 128 阵元且中心频率为 5 MHz
7075Al CT specimen
的线型阵列,以5 MHz 的单周期正弦脉冲信号进行
图3 为非线性超声相控阵成像方法的实验步骤 激励。在采样率为 20 MHz 的条件下分别对无加载
示意。首先,设置实验参数,利用超声相控阵实验 试样和有加载试样进行全矩阵数据采集,对获取的
仪器采集两种聚焦模式下的时域信号;然后选取相 数据进行后处理,得到TFM 成像结果。
同且合适的延迟时间 t r 和时间窗宽 T 分别截取两 无加载试样和有加载试样 TFM 成像结果及其
个时域信号,对截取的信号进行傅里叶变换求其频 裂纹部分局部放大图如图 4、图 5 所示,单位为 dB。
谱;再按照公式 (1)∼(5) 分别计算两种聚焦模式频 两条白色细实线表示线切割开口,红色标记表示线