
Page 113 - 《应用声学》2022年第1期
P. 113
第 41 卷 第 1 期 黄安楠等: 超声辅助射流电解加工的仿真及实验 109
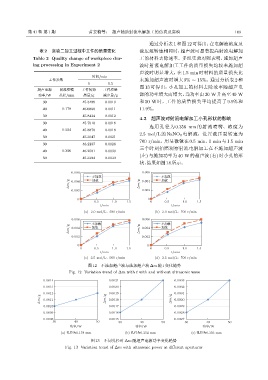
通过分析表 1 和图 12 可得出:在电解液浓度及
表 2 实验二加工过程中工件的质量变化 液压泵转速相同时,超声波可显著提高射流电解加
Table 2 Quality change of workpiece dur- 工的材料去除速率。多组实验对照表明,施加超声
ing processing in Experiment 2 波时射流电解加工工件的质量损失均较未施加超
声波时明显增大,在 1.5 min 时材料的质量损失比
时间/min
工作参数 未施加超声波时增大 9% ∼ 15%。通过分析表 2 和
0 0.5
图 13 可得出:小孔加工的材料去除效率随超声电
超声电源 射流喷嘴 工件初始 工件质量
功率/W 孔径/mm 质量/g 减少量/g 源的功率增大而增大,当功率由30 W 升高至 40 W
30 45.3499 0.0010 和 50 W 时,工件的质量损失平均提高了 9.9% 和
40 0.178 46.0868 0.0011 11.9%。
50 45.8434 0.0012
4.3 超声波对射流电解加工小孔形状的影响
30 45.7910 0.0016
选用孔径为 0.356 mm 的射流喷嘴、浓度为
40 0.254 45.8878 0.0018
2.5 mol/L 的 NaNO 3 电解液,设置液压泵转速为
50 45.3047 0.0021
700 r/min,用显微镜在 0.5 min、1 min 与 1.5 min
30 46.2237 0.0028
三个时刻拍照观察射流电解加工在不施加超声波
40 0.356 46.2581 0.0030
(左) 与施加功率为 40 W 的超声波 (右) 时小孔的形
50 45.3294 0.0033
状,结果如图14所示。
0.006 0.006
ˀҫᣒ ˀҫᣒ
Dm⊳g 0.004 ҫᣒ Dm⊳g 0.004 ҫᣒ
0.002 0.002
0 0
0 0.5 1.0 1.5 0 0.5 1.0 1.5
t/min t/min
(a) 2.0 mol/La500 r/min (b) 2.0 mol/La700 r/min
0.006 0.006
ˀҫᣒ ˀҫᣒ
Dm⊳g 0.004 ҫᣒ Dm⊳g 0.004 ҫᣒ
0.002 0.002
0 0
0 0.5 1.0 1.5 0 0.5 1.0 1.5
t/min t/min
(c) 2.5 mol/La500 r/min (d) 2.5 mol/La700 r/min
图 12 不施加超声波与施加超声波 ∆m 随 t 变化趋势
Fig. 12 Variation trend of ∆m with t with and without ultrasonic wave
0.0014 0.0021 0.0033
0.0013 0.0020 0.0032
0.0012 0.0019 0.0031
Dm⊳g 0.0011 Dm⊳g 0.0018 Dm⊳g 0.0030
0.0010 0.0017 0.0029
0.0009 0.0016 0.0028
0.0008 0.0015 0.0027
30 40 50 30 40 50 30 40 50
Ҫဋ/W Ҫဋ/W Ҫဋ/W
(a) ߘय़˞0.178 mm (b) ߘय़˞0.254 mm (c) ߘय़˞0.356 mm
图 13 不同孔径时 ∆m 随超声电源功率变化趋势
Fig. 13 Variation trend of ∆m with ultrasonic power at different apertures