
Page 112 - 《应用声学》2022年第1期
P. 112
108 2022 年 1 月
4.2 超声波对射流电解加工速率的影响
4 实验研究
由于小孔的加工效率与材料去除量成正比,实
搭建实验平台,研究超声波对射流电解加工的 验选用 HC2004 型电子天平测量工件质量变化量作
加工速率、小孔形状的辅助效果,以及超声电源功 为加工速率衡量标准。实验分为实验一与实验二,
率与加工速率的关系,为超声辅助射流电解加工的 实验一对比不施加超声波与施加超声波时射流电
工艺研究提供一定的指导。 解加工小孔加工速率的变化,实验二研究超声电源
功率与加工速率的关系。
4.1 实验平台
实验一设置超声电源的功率为 40 W,选用孔
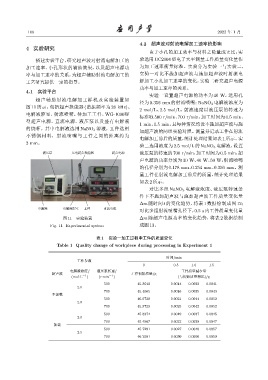
超声辅助射流电解加工样机及实验装置如
径为 0.356 mm 的射流喷嘴;NaNO 3 电解液浓度为
图 11 所示,包括超声换能器 (谐振频率为 28 kHz)、
2 mol/L、2.5 mol/L,射流速度以液压泵的转速为
电解液腔室、射流喷嘴、待加工工件、WG-1000W
标准取 500 r/min、700 r/min,加工时间为 0.5 min、
型超声电源、直流电源、液压泵以及盛有电解液
1 min、1.5 min,且每种情况均设不施加超声波与施
的烧杯。其中电解液选用 NaNO 3 溶液,工件选用
加超声波的两组实验对照。测量并记录工件在射流
不锈钢材料,射流喷嘴与工件之间的距离约为
电解加工前后的质量,统计处理结果如表1所示。实
2 mm。
验二选用浓度为 2.5 mol/L 的 NaNO 3 电解液,设置
ԍด ԍႃᡔܦ૱ᑟ٨ ᡔܦႃູ 液压泵的转速的700 r/min,加工时间为0.5 min,超
声电源的功率分别为 30 W、40 W、50 W,射流喷嘴
的孔径分别为 0.178 mm、0.254 mm、0.356 mm。测
量工件在射流电解加工前后的质量,统计处理结果
如表2所示。
对比多组 NaNO 3 电解液浓度、液压泵转速条
件下不施加超声波与施加超声波工件质量变化量
∆m 随时间 t 的变化趋势,将表 1 数据绘制成图 12;
ႃᝍ ႃᝍᑿࠉ ࢺ͈ ᄰืႃູ
对比多组射流喷嘴孔径下,0.5 s 内工件质量变化量
图 11 实验装置 ∆m 随超声电源功率的变化趋势,将表 2 数据绘制
Fig. 11 Experimental system 成图13。
表 1 实验一加工过程中工件的质量变化
Table 1 Quality change of workpiece during processing in Experiment 1
时间/min
工作参数
0 0.5 1.0 1.5
电解液浓度/ 液压泵转速/ 工件质量减少量
超声波 工件初始质量/g
(mol·L −1 ) (r·min −1 ) (与初始质量相比)/g
500 45.3642 0.0014 0.0032 0.0041
2.0
700 45.4065 0.0016 0.0035 0.0043
不加载
500 46.0738 0.0021 0.0044 0.0052
2.5
700 45.9729 0.0025 0.0042 0.0052
500 45.8374 0.0019 0.0037 0.0045
2.0
700 45.4967 0.0022 0.0039 0.0047
加载
500 45.7291 0.0027 0.0048 0.0057
2.5
700 46.2581 0.0030 0.0050 0.0059