
Page 103 - 《应用声学)》2023年第5期
P. 103
第 42 卷 第 5 期 商映举等: 超声滚压中的空化现象 995
6
为5 µm时,水中的声压幅值为1.14 × 10 Pa。显然, 而出现染色现象。这说明在超声滚压过程中产生空
选用水作为切削液时,超声滚压的声压值至少高于 化现象。
空化阈值一个数量级,因此会产生超声空化。此外, 如图 2(a) 所示,没有安装滚珠时,卡纸染色区
在超声滚压加工过程中,切削液中及工件表面含有 域为与变幅杆端面直径相同的圆形,且越接近圆心
溶解气体、悬浮微小气泡等气核,实际临界负压值 (圆心处为弧形槽,用来安装滚珠),卡纸颜色越浅。
远低于理论计算出的空化阈值。 这说明超声振动输出端端面距离工件越近,空化现
象越显著。这一结果与 Ye 等 [2] 的试验观察结果一
2 空化现象试验验证 致,即空化效应强度与距离有关,距离越近,空化效
应越强。
2.1 染色法 如图 2(b) 所示,安装滚珠后,在超声振动作用
目前常用的空化测量方法有染色法 [15] 、声致 下,滚珠接触区域无法染色,而滚珠邻近区域可以染
发光法 [16] 、水听器法 [17] 等。在超声滚压加工过程 色,染色区域近似为圆形且边缘较为发散。由于滚
中,采用染色法可以简单观测空化效应分布情况。 珠压入卡纸后,接触区域没有染色溶液存在,不能发
需要指出的是,染色法可以证实空化现象存在与否, 生空化效应。滚珠的存在导致声波输出端与卡纸的
但难以对空化强度进行量化分析。 距离发生变化,滚珠邻近区域距离卡纸较近,染色程
在染色试验前,对安装滚珠和不安装滚珠的试 度较深。
验装置进行了超声雾化试验。雾化试验结果表明安
装滚珠与否都能产生强烈雾化现象,可以说明不同 φ22 φ22
φ18 φ18
负载下试验装置超声振动效果都较为显著。染色法
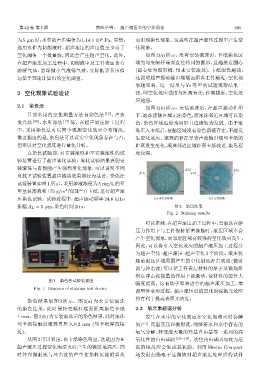
试验装置如图1所示。采用溶液浓度为5 mg/L的亚
2
甲基蓝溶液和175 g/m 的国产白卡纸,进行超声滚 5 mm 5 mm
压染色试验。试验过程中,超声振动频率 24.6 kHz, (a) ళ߷ᜉ໔ဩ (b) ߷ᜉ໔ဩ
振幅A L = 5 µm,染色时间20 s。 图 2 染色结果
Fig. 2 Staining results
可以推测,在超声滚压加工过程中,当滚珠在静
压力作用下与工件保持紧密接触时,滚压区域不会
产生空化现象,而邻近区域有较强的空化效应发生。
因此,可以将引入空化效应的超声滚压加工过程分
为超声空化 -超声滚压 -超声空化 3 个阶段。滚压接
触前滚压区域周围产生的空化射流冲击效应 (微射
流与冲击波) 可以使工件表层材料的原子及微观组
织在冲击波能量的作用下被激活,使材料的塑性大
图 1 染色法试验装置图
幅度提高。这有助于即将进行的超声滚压加工,增
Fig. 1 Diagram of staining test device
强塑性变形过程。超声滚压后的空化射流抛光效应
将有利于提高表面光洁度。
染色结果如图 2 所示。图 2(a) 为未安装滚珠
的染色结果,此时保持变幅杆端面距离染色卡纸 2.2 氧元素能谱分析
1 mm。图2(b)为安装滚珠后的染色结果,此时滚珠 发生在水中的空化效应在空化泡溃灭时会瞬
与卡纸接触后滚珠再压入 0.2 mm (与卡纸厚度接 间产生高温高压和微射流,能够将水和水中存在的
近)。 氧气分解,转变成大量的羟基自由基等一系列的高
从图 2可以看出,白卡纸染色明显,这是因为在 氧化性的自由基团 [18−19] 。这些自由基团与较为活
超声滚压过程空化泡溃灭时产生的微区域高压,同 泼的铝反应会生成氧化膜。利用 Merlin Compact
时伴有微射流与冲击波的产生使染料沉淀附着从 场发射扫描电子显微镜对超声滚压处理后的试样