
Page 104 - 《应用声学)》2023年第5期
P. 104
996 2023 年 9 月
进行能谱分析,确定材料微区成分元素种类与含 表 1 不同加工方式下试样表面氧元素含量
量,获取不同加工条件下的氧元素变化,验证空化 Table 1 Oxygen element content on the
效应。 surface of specimens under different pro-
选用 7075-T6 的实心铝合金棒进行试验。工件 cessing methods
进行滚压加工前,先对其进行车削预处理。然后,进
试样表面 氧含量
行超声滚压加工试验,采用水作为切削液的超声滚 加工方式 氧元素含量/% 均值/%
压加工 (空化超声滚压) 和无水超声滚压加工 (普通 空化超声滚压 1.4 1.3 1.4 1.37
超声滚压) 两种方式。超声振动参数与染色试验相 普通超声滚压 0.7 1 1 0.9
同;滚压加工参数为静压力 120 N,转速 500 r/min,
3 超声滚压加工试验
进给量0.05 mm/r。
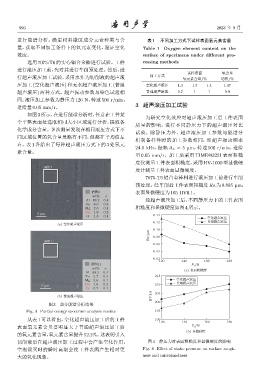
如图 3所示,在进行能谱分析时,任意在工件某
为研究空化效应对超声滚压加工后工件表面
个平整表面处选取相同大小区域进行分析,提取各
质量的影响,进行不同静压力下的超声滚压对比
化学成分含量。多次测量发现在相同滚压方式下不
试验。除静压力外,超声滚压加工参数与能谱分
同区域位置的氧含量虽略有不同,但都在平均值左
析制备样件时的加工参数相同,即超声振动频率
右。表 1 各给出了每种超声滚压方式下的 3 处氧元
24.6 kHz,振幅 A L = 5 µm,转速 500 r/min,进给
素含量。
量 0.05 mm/r。加工后采用 TIME@3221 表面粗糙
度仪测量工件表面粗糙度,采用 HV-1000 型显微硬
度计测量工件表面显微硬度。
7075-T6 铝合金棒料进行滚压加工前进行车削
预处理。经车削后工件表面粗糙度 Ra为0.895 µm,
៨ڏ9 表面显微硬度为165 HV0.1。
wt% σ
Al 88.2 0.4 经超声滚压加工后,不同静压力下的工件表面
Zn 6.0 0.3
Mg 2.6 0.1 粗糙度和显微硬度如图4所示。
Cu 1.9 0.2
5 mm 0.14
O 1.3 0.1 ቇӑᡔܦ໔ԍ
0.12 ᤰᡔܦ໔ԍ
(a) ቇӑᡔܦ໔ԍ
0.10
Ra/µm 0.08
0.06
0.04
0.02
120 140 160 180
៨ڏ11 F s /N
wt% σ
Al 89.3 0.4 (a) ᛫᭧ዤጀए
Zn 5.7 0.3 215
Mg 2.6 0.1 ቇӑᡔܦ໔ԍ
5 mm Cu 1.6 0.2 210 ᤰᡔܦ໔ԍ
O 0.7 0.1
HV1.0
(b) ᤰᡔܦ໔ԍ 205
图 3 部分能谱分析结果 200
Fig. 3 Partial energy spectrum analysis results 195
从表 1 可以看出,空化超声滚压加工后的工件 190
120 140 160 180
表面氧元素含量要明显大于普通超声滚压加工后 F s /N
(b) ௭ॲᆶए
的氧元素含量,氧元素含量提升52.2%。这表明引入
切削液后在超声滚压加工过程中会产生空化作用, 图 4 静压力对表面粗糙度和显微硬度的影响
空泡溃灭时的瞬时高温会使工件表面产生相对更 Fig. 4 Effect of static pressure on surface rough-
大的氧化现象。 ness and microhardness