
Page 48 - 《应用声学)》2023年第5期
P. 48
940 2023 年 9 月
到搅拌作用,减小扩散层的厚度,提高了 i L ,同时会 式 (11) 中:η 为电镀效率,Z 实际镀层厚度,Z 为理
′
影响浓差极化。 论镀层厚度。根据式 (8) 可知,因超声的作用,电镀
浓差极化过电位: 成核速度提高,单位时间内 Z 增加,η 会增加,所以
′
RT i L 超声的加入也会提高电镀的效率。
η c = ln , (6)
nF i L − i k
式(6) 中:R 为气体常数,T 为绝对温度,F 为法拉弟 1.2 超声振子的设计
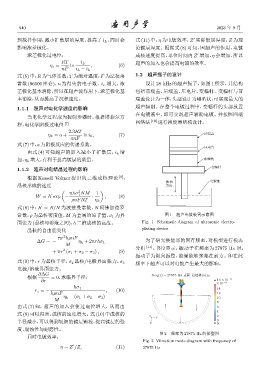
常数 (96500 库仑),n 为得失的电子数。i L 增大,浓 设计 28 kHz 的超声振子,如图 1 所示,其结构
差极化基本消除,所以在超声波作用下,浓差极化基 包括前端盖、后端盖、压电片、变幅杆。变幅杆与前
本消除,从而提高了沉积速度。 端盖设计为一体,头部设计为喇叭状,可实现最大的
1.1.1 超声对电化学速度的影响 超声辐射。在整个电镀过程中,变幅杆的头部放置
在电镀液中,即可实现超声辅助电镀。并按照四端
当电化学过程成为控制步骤时,根据塔菲尔方
网络法 [10] 进行换能器结构设计。
程,电化学阴极过电位 [7]
2.3RT
η k = a + ln i k , (7) Ցቫᄦ
anF
式(7)中,a为阴极反应的传递系数。
ԍႃྟ
由式 (4) 可知超声的加入减小了扩散层,i k 增
加,η k 增大,有利于提高镀层的质量。 Ғቫᄦ
1.1.2 超声对电结晶过程的影响 ԫࣨీ
根据 Kossell Volmer 提出的二维成核理论 [9] ,
ү ႃ᪔
晶核形成的速度 வՔ
( 2 )
πhσ NM 1
1
W = K exp − · , (8)
ρnFRT η k
式 (8) 中:K = R/N 为波兹曼常数,N 阿佛加德罗
常数,ρ 为晶核密度值,M 为金属的原子量,σ 1 为界 图 1 超声电镀装置示意图
面张力(晶核与溶液之间),h二维成核的高度。 Fig. 1 Schematic diagram of ultrasonic electro-
晶核的自由能变化 plating device
2
πr hρnF 为了研究换能器的固有频率,对模型进行模态
∆G = − η k + 2πrhσ 1
M 分析 [11] 。图 2 显示,振动子在频率为 27875 Hz 时,
2
+ πr (σ 1 + σ 2 − σ 3 ) , (9)
振动子为纵向振型,能量能够聚集在前方。即在此
式 (9) 中:r 为晶核半径,σ 2 晶核/电极界面张力,σ 3
频率下超声可以对电镀产生最大的影响。
电极/溶液界面张力。
∂∆G freq(1)=27875 Hz ᛫᭧ ͯረ/mm
根据 = 0,求临界半径:
∂r 1.6T10 -8
T10 -9
hσ 1 14
r c = − , (10)
hρnF 12
η k − (σ 1 + σ 2 − σ 3 ) 10
M
8
由式 (7) 知,超声的加入会使过电位增大,从而由 6
4
式 (8)可以得出,成核的速度增大。式(10)中成核的
x
z 2
半径减小,可以得到较细的镀层颗粒,提高镀层的强 y 0 0
度、腐蚀性与耐磨性。
图 2 频率为 27875 Hz 的振型图
同时电镀效率:
Fig. 2 Vibration mode diagram with frequency of
′
η = Z /Z, (11) 27875 Hz