
Page 143 - 《应用声学》2020年第1期
P. 143
第 39 卷 第 1 期 李阿杰等: 碟形超声变幅杆的设计 139
30 s 60 s 120 s 180 s 300 s
(ʽଆ˞ᇇॎీᨸኩᑼᙍིྟ, ʾଆ˞͜ፒీᨸኩᑼᙍིྟ)
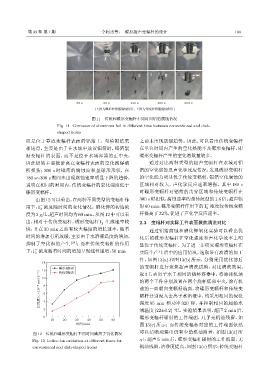
图 11 传统和碟形变幅杆不同时间铝箔腐蚀情况
Fig. 11 Corrosion of aluminum foil in different time between conventional and dish-
shaped horns
而是位于靠近变幅杆表面的铝箔上,与模拟结果 之前未出现放缓趋势。因此,可以看出传统变幅杆
相违背,主要是由于在水域中放置铝箔时,铝箔紧 在单位时间内产生的空化热能不及碟形变幅杆,即
贴变幅杆的表面,而不是位于水域容器的正中央, 碟形变幅杆产生的空化泡数量较多。
因此铝箔主要被游离在变幅杆表面的空化泡爆破 通过对比两种类型的超声变幅杆在水域对铝
所损伤;300 s 时铝箔的腐蚀面积呈球形形状,在 箔的空化腐蚀及声化学反应情况,发现碟形变幅杆
180 s∼300 s 期间未出现腐蚀速率明显下降的趋势, 的空化能力明显优于传统变幅杆,铝箔空化腐蚀的
说明在相同的时间内,传统变幅杆的空化强度低于 区域相对较大,声化学反应速率增强。其中 180 s
碟形变幅杆。 时碟形变幅杆对铝箔的击穿区域和传统变幅杆在
由图 12可以看出,在两种不同类型的变幅杆作 300 s时相似,腐蚀速率约是传统型的1.6倍;超声辐
−
用下,I 浓度随时间的变化情况。碘化钾的初始浓 射60 min,碟形变幅杆作用下的I 浓度较传统变幅
−
3 3
度为2 g/L,超声时间均为60 min。从图12中可以看 杆提高了32%,促进了声化学反应速率。
出,相对于传统变幅杆,碟形变幅杆 I 生成速率较 2.3 变幅杆对实际工件表面聚焦清洗对比
−
3
快,且在 30 min 之前有较大幅度的增长速率,随着 通过铝箔腐蚀和碘化钾氧化实验可以看出优
时间的增加有所放缓,主要由于水溶液温度的增加, 化后的碟形变幅杆在空化强度和声化学效率上明
抑制了空化泡的产生 [24] ;而在传统变幅杆的作用 显优于传统变幅杆。为了进一步研究碟形变幅杆在
下,I 浓度随着时间的增加呈现线性递增,50 min 实际生产生活中的应用情况,选取带有油渍的加工
−
3
件,如图 13(a) 和图 13(b) 所示,分别采用优化前后
14
ᇇॎԫࣨీ 的变幅杆进行聚焦超声清洗试验,对比清洗效果。
12
- ไए/(f10 -6 molSL -1 ) 8 6 的两个工件分别放置在两个烧杯底部中央,涂有机
͜ፒԫࣨీ
取 3 L 去离子水于相同的烧杯容器中,将涂抹机油
10
油的一面朝向变幅杆端面,将碟形变幅杆和传统变
幅杆分别浸入去离子水溶液中,均采用相同的浸没
I 3
域温度 (22±0.2) C。实验结果表明,超声 2 min 后,
2 4 深度 85 mm 和功率 320 W,并控制相同的起始水
◦
0 碟形变幅杆辐射的工件端面,几乎无机油残留,如
10 20 30 40 50 60
ᫎ/min 图 13(c) 所示;而传统变幅杆对应的工件端面依然
图 12 传统和碟形变幅杆不同时间碘离子氧化情况 可以清晰观察出仍有少量机油附着,如图 13(d) 所
Fig. 12 Iodine ion oxidation at different times for 示;超声 5 min 后,碟形变幅杆辐射的工件端面,无
conventional and dish-shaped horns 机油残留,洁净度提高,如图13(e)所示;传统变幅杆