
Page 145 - 《应用声学》2021年第5期
P. 145
第 40 卷 第 5 期 胡晓丹等: 不锈钢折弯板裂纹 Lamb 波检测技术 789
ሏ᭧ͯረ/(10 -12 mm) -4 8 4 0 ઉिҒ ሏ᭧ͯረ/(10 -12 mm) -4 8 4 0 ઉिҒ ሏ᭧ͯረ/(10 -12 mm) -4 8 4 0 ઉिҒ
12
ઉिՑ
ઉिՑ
ઉिՑ
-8
-8
-8
-12
30
20
10
0
20
30
20
30
᫂ए/mm 40 50 0 10 ᫂ए/mm 40 50 0 10 ᫂ए/mm 40 50
(a) 0 mm (b) 0.4 mm (c) 1 mm
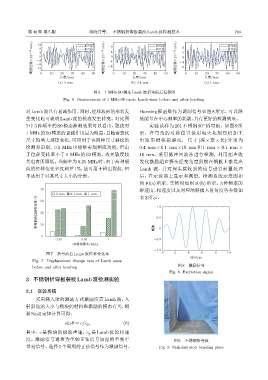
图 6 1 MHz-S0 模态 Lamb 波折弯前后位移图
Fig. 6 Displacement of 1 MHz-S0 mode Lamb wave before and after bending
对Lamb波具有衰减作用。同时,位移波形的形状发 Hanning 窗函数作为调制信号如图 8 所示,可以降
生变化也可表明 Lamb 波的模态发生转变。对比图 低能量在中心频率的耗散,具有更好的检测效果。
7 中 3 种频率的 S0 模态检测效果可以看出,裂纹对 实验试样为 201 不锈钢 90 折弯板,如图 9 所
◦
1 MHz的S0模态的衰减作用最为明显,且随着裂纹 示。在弯角的对称位置使用电火花刻伤机加工
尺寸的增大规律变化,可应用于该两种尺寸裂纹的 出矩形槽模拟裂纹, 尺寸 (深 × 宽 × 长) 分别为
检测和识别。0.5 MHz 也能够实现相应功能,但由 0.4 mm × 0.1 mm ×10 mm 和 1 mm × 0.1 mm ×
于位移变化率小于 1 MHz 的 S0 模态,故灵敏度较 10 mm。采用脉冲回波法进行检测,利用超声收
其也有所降低。当频率为0.25 MHz 时,由于两种裂 发仪激励超声探头经变角度斜楔在钢板上激发出
纹的位移变化率仅相差 1%,故可用于检出裂纹,但 Lamb 波,并对探头接收到的信号进行前置处理
不适用于对其尺寸大小的分辨。 后,在示波器上显示和测量。检测系统示意图如
图 10(a) 所示,实物图如图 10(b) 所示。3 种频率的
40 群速度、相速度以及对应的斜楔入射角度等参数如
0 mm 0.4 mm 1 mm 表2所示。
ઉिҒՑͯረԫӑဋ/% 20 1.0
30
0.5
10
0 ࣨϙ 0
0.25 0.50 1 -0.5
S0വগᮠဋ/MHz
-1.0
图 7 折弯前后 Lamb 波位移变化率 0 2 4 6 8 10
ᫎ/ms
Fig. 7 Displacement change rate of Lamb wave
图 8 激励信号
before and after bending
Fig. 8 Excitation signal
3 不锈钢折弯板裂纹Lamb波检测实验
3.1 实验系统
采用斜入射的激励方式激励所需 Lamb 波,入
射斜角的大小与楔块的材料和激励的模态有关,根
据Snell定律计算可得:
sin θ = c/c p , (8)
其中,c 是楔块的纵波声速,c p 是 Lamb 波的相速
度。激励信号通常为单频正弦信号加窗的单频窄 图 9 不锈钢折弯板
带宽信号。选择5 个周期的正弦信号作为激励信号, Fig. 9 Stainless steel bending plate