
Page 151 - 《应用声学》2021年第6期
P. 151
第 40 卷 第 6 期 季昌国等: 在役枞树型叶根原位相控阵超声检测技术 947
reference significance for the development of inspection technology for complex structural components, and have
a great reference value for the application of phased array ultrasonic technology in the in-service inspection of
steam turbine blade roots.
Keywords: Steam turbine; Fir tree leaf root; In-service inspection; Acoustic simulation; 3D inspection process;
Full coverage inspection; Phased array ultrasound testing
度上解决了探头和叶根曲面耦合的问题,但未对检
0 引言
测工艺的设计和声束可达性进行论证。以上研究成
枞树型叶根呈楔齿状,叶片沿转子轴向装入轮 果对实际工程应用的指导意义有一定的局限性,缺
缘枞树型槽中。由于枞树型叶根承载能力大、适应 乏对叶根原位检测的系统性研究。
性好,在300 MW、600 MW火电机组中得到了广泛 针对上述问题,本文首先采用三维扫描及处理
的使用。在机组运行中,叶根承受着高温、高压、巨 软件、Civa 声学仿真软件开发了 3D 枞树型叶根相
大的离心拉应力、挤压应力、切应力、蒸汽弯曲应力、 控阵超声检测工艺,并对叶根不同区域缺陷的检测
安装引起的弯曲应力等,容易产生应力腐蚀裂纹和 覆盖和检测灵敏度进行了实验验证。本文研究成果
疲劳裂纹 [1] 。在运行中一旦叶片根部发生断裂将会 对不同规格枞树型叶根全覆盖检测工艺开发提供
造成巨大的经济损失和可能的人员伤亡。 参考。
火电行业标准 DL/T 438–2016《火力发电厂金
[2]
属技术监督规程》 第 12.2.3 条要求 “机组每次 A 1 叶根装配型式和检测重点部位
级检修时对低压末三级叶根、高中压末一级叶根进
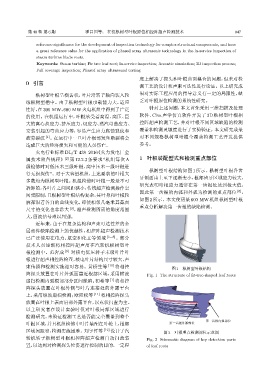
枞树型叶根结构如图 1 所示。枞树型叶根各齿
行无损探伤”。对于大容量机组,上述要求的叶根大
牙剖面由上至下逐渐变小,根部齿牙区域应力较大,
多数均为枞树型叶根。机组检修时叶根一般是不可
研究表明叶根应力通常在第一齿根处达到极大值,
拆卸的,各叶片之间间距狭小,传统超声检测操作空
因此第一齿根的内弧和外弧为检测的重点部位 [6] ,
间受限制,且枞树型叶根结构复杂,其叶身和叶根轮
如图 2 所示。本文使用某 600 MW 机组枞树型叶根
廓都沿着各自的曲线变化,即使相邻几毫米其截面
重点分析解决第一齿根的缺陷检测。
尺寸的变化也非常大 [3] ,超声检测所需的角度范围
大,回波信号难以判别。
近年来,由于在复杂结构和声束可达性差的金
属部件缺陷检测上的优越性,相控阵超声检测技术
已广泛使用在电力、航空和化工等领域 [3−8] 。部分
技术人员逐渐将相控阵超声用在汽轮机枞树型叶
根检测中。范岩成 [9] 对核电低压转子末级叶片叶
根进行超声相控阵检查,核电叶片结构尺寸较大,声
束传播和检测实施相对容易。黄桥生等 [10] 将相控
图 1 枞树型叶根结构
阵探头放置在叶片外弧面靠近根部区域,采用横波 Fig. 1 The structure of fir-tree-shaped leaf roots
扇扫检测内弧根部部分区间缺陷;初希等 [1] 将相控
阵探头放置在叶根外侧与叶片连接处的外露平台
上,采用纵波扇扫检测;欧阳权等 [11] 将相控阵探头
放置在叶根上表面肩部外露平台,以点状扫查为主。
以上研究者在设计实验时仅对叶根局部区域进行
检测研究,未验证检测工艺是否能完全覆盖到整个
ㅜа喯ṩᕗ䜘ս
叶根区域,并且机组检修中叶片装配在叶轮上,根部 ㅜа喯ṩཆᕗ䜘ս
区域间距窄,检测实施困难。刘宇哲等 [12] 设计了汽 图 2 叶根重点检测部位示意图
轮机转子枞树型叶根相控阵超声检测自动扫查装 Fig. 2 Schematic diagram of key detection parts
置,以达到对检测探头位姿进行控制的目的,一定程 of leaf roots