
Page 152 - 《应用声学》2021年第6期
P. 152
948 2021 年 11 月
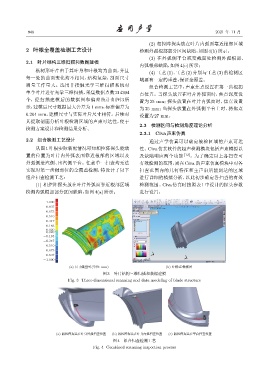
(2) 相控阵探头放在叶片内弧面靠近根部区域
2 叶根全覆盖检测工艺设计 检测外弧根部部分区间缺陷,如图4(b)所示;
(3) 在外弧侧平台或变截面处检测外弧根部、
2.1 叶片结构三维扫描和数据建模
内弧根部缺陷,如图4(c)所示;
枞树形叶片由于其叶身和叶根均为曲面,并且 (4) 工艺 (1)、工艺 (2) 分别与工艺 (3) 的检测区
每一处的曲面变化均不相同,结构复杂,剖面尺寸 域要有一定的重叠,保证全覆盖。
测量工作量大。选用非接触光学三维扫描系统对 组合检测工艺中,声束焦点设置在第一齿根拐
单个叶片进行光学三维扫描,采集数据点数 214304 点位置。当探头放置在叶片外弧面时,焦点深度设
个,经扫描建模后的数据图和偏差统计如图 3 所 置为 25 mm;探头放置在叶片内弧面时,焦点设置
示,建模后尺寸数据最大公差为 1 mm,标准偏差为 为 35 mm;当探头放置在外弧侧平台上时,将焦点
0.204 mm,建模尺寸与实际叶片尺寸相符。后续对 设置为27 mm。
其提取剖面分析叶根检测区域的声束可达性,便于
2.3 检测区间与检测角度理论分析
检测方案设计和检测结果分析。
2.3.1 Civa声束仿真
2.2 组合检测工艺设计 通过声学仿真可以确定被检区域的声束可达
从图 1叶根实际装配情况可知相控阵探头能放 性。Civa仿真软件的超声检测模块包括声束模拟以
置的位置为叶片内外弧表面靠近根部的区域以及 及缺陷响应两个功能 [13] 。为了确定以上各扫查可
外弧侧进汽侧、出汽侧平台。任意单一扫查均无法 有效检测的范围,需在Civa 的声束仿真模块中对各
实现对第一齿根部位的全覆盖检测,特设计了以下 扫查范围内的几何特征和主声束所能到达的区域
组合扫查检测工艺: 进行详细的模拟分析,以此初步确定各扫查的有效
(1) 相控阵探头放在叶片外弧面靠近根部区域 检测范围。Civa仿真时按照表 1 中设计的探头参数
检测内弧根部部分区间缺陷,如图4(a)所示; 进行设置。
1.000
0.837
0.673
0.510
0.347
0.183
0.020
-0.020
-0.183
-0.347
-0.510
-0.673
-0.837
-1.000
(a) ࡇࠪϠࣀڏ (ӭͯ: mm) (b) Ձಪ3Dڏ
图 3 叶片结构三维扫描和数据建模
Fig. 3 Three-dimensional scanning and data modeling of blade structure
(a) ᄱଊ݀ښՁᢶܱऻੳಊͯᎶ (b) ᄱଊ݀ښՁᢶЯऻੳಊͯᎶ (c) ᄱଊ݀ښࣱԼੳಊͯᎶ
图 4 组合扫查检测工艺
Fig. 4 Combined scanning inspection process