
Page 81 - 《应用声学》2022年第4期
P. 81
第 41 卷 第 4 期 李朝阳等: 压电振子阵列型超声喷丸强化 579
荡经其转换为各自变幅杆的纵向振动,进而激励工
0 引言
具盘 (激振片) 产生弯曲振动,激振片高频振动激发
弹丸反复冲击工件表面,在工件表层植入残余压应
超声喷丸(Ultrasonic shot peening, USP)强化
力,达到表面强化的效果。
技术作为一种新型的金属表面处理工艺,不仅克服
了传统机械喷丸的缺点,而且相比于传统喷丸具有 5
更好的表面强化效果,同时由于超声振动的频率和 4
振幅、弹丸的直径和材质、喷丸距离等工艺参数都 3
可以根据工件的实际要求来调整,因此具有更好的 2
6
工艺可控性 [1−2] 。 1
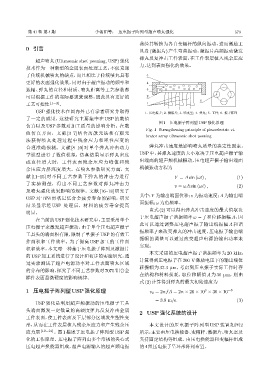
USP 强化技术在国内外已有学者研究并取得 1. ԍႃߕ; 2. ༏ྟ; 3. إ˜ࠉ; 4. ु˜; 5. ࢺ͈; 6. ߕѵ
了一定的成果,这些研究主要集中在 USP 的数值
图 1 压电振子阵列型 USP 强化原理
仿真以及 USP 参数对加工质量的影响分析。在数
Fig. 1 Strengthening principle of piezoelectric vi-
值仿真方面,文献 [3–7] 结合离散元法和有限元
brator array ultrasonic shot peening
法获得喷丸处理过程中残余应力和塑性应变的
合理准确预测。文献 [8–10] 对单个弹丸冲击动力 弹丸冲击速度是影响喷丸质量的决定性因素。
学模型进行了数值模拟,仿真结果显示弹丸密度 USP 中,其弹丸速度的大小取决于压电超声振子输
或直径增大时,工件表面残余压应力峰值和残 出端面的超声频机械振动,压电超声振子输出端面
余压应力层深度增大。在喷丸参数研究方面,文 机械振动方程为
献 [11–15] 对不同工艺参数下弹丸的冲击力进行 Y = A sin (ωt) , (1)
了实验测量,得出不同工艺参数对弹丸冲击力
v = ωA sin (ωt) , (2)
及喷丸强化效果影响的规律。文献 [16–18] 研究了
其中:Y 为输出端面位移;v 为振动速度;A为输出端
USP 对 TiNi 形状记忆合金疲劳寿命的影响,研究
面振幅;ω 为角频率。
结果显示经 USP 处理后,材料的疲劳寿命提高
由式 (2) 可以得出弹丸冲击速度的最大值取决
明显。
于压电超声振子谐振频率 ω = f 和位移振幅 A,因
在当前的USP 强化技术研究中,主要采用单个
此可以通过调整压电超声振子输出端振幅 A 和谐
压电振子来激发超声振动,由于单个压电超声振子
振频率 f 来改变弹丸的冲击速度,压电振子输出端
工具头的端面积有限,限制了单振子USP 的有效工
振幅的调整可以通过改变超声电源的输出功率来
作面积和工作效率。为了提高 USP 加工的工作面
实现。
积和效率,本文对一种基于压电振子阵列及激振片
本文采用的压电超声振子谐振频率为 20 kHz,
的USP加工系统进行了设计和初步的实验研究,通
计算得到压电振子在200 V激励电压下的输出端位
过实验测试了超声电源功率对工件表面喷丸区域
移振幅为 37.3 µm,考虑到压电振子实际工作时存
的分布的影响,探究了不同工艺参数对7075铝合金
在结构和材料损耗,取位移幅值 A 为 30 µm,则由
样件表面显微硬度的影响规律。
式 (2)计算得到弹丸的最大初始速度为
1 压电振子阵列型USP强化原理 v 0 = 2πfA = 2π × 20 × 10 × 30 × 10 −6
3
= 3.8 m/s. (3)
USP 强化是利用超声频振动的压电振子工具
头端面激发一定数量的高硬度弹丸反复冲击金属
2 USP强化系统的设计
工件表面,使工件表面及下层部分区域发生塑性变
形,从而在工件表层植入残余压应力和产生残余压 本文设计的压电振子阵列型 USP 装置如图 2
应力层 [19−21] 。图1 描述了压电振子阵列型 USP 强 所示,主要由压电换能器、变幅杆、激振片、喷丸室及
化的工作原理。压电振子阵列由多个常规的夹心式 夹持固定结构等组成。由压电换能器和变幅杆组成
压电超声换能器组成,超声电源输入的超声频电振 的4组压电振子呈环形阵列布置。