
Page 83 - 《应用声学》2022年第4期
P. 83
第 41 卷 第 4 期 李朝阳等: 压电振子阵列型超声喷丸强化 581
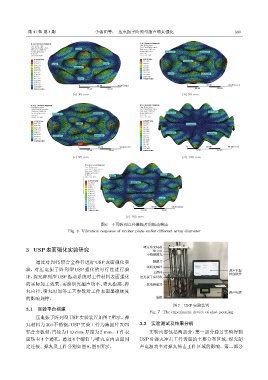
0 35.00 70.00 (mm) 0 40.00 80.00 (mm)
17.50 52.50 20.00 60.00
(a) 85 mm (b) 90 mm
0 35.00 70.00 (mm) 0 35.00 70.00 (mm)
17.50 52.50 17.50 52.50
(c) 95 mm (d) 100 mm
0 30.00 60.00 (mm)
15.00 45.00
(e) 105 mm
图 6 不同阵列直径激振片的振动响应
Fig. 6 Vibration response of exciter plate under different array diameter
3 USP表面强化实验研究 إ˜ࠉ݃ે
إ˜ࠉ
ˀᩡᨂु˜
通过对 7075 铝合金样件进行 USP 表面强化实 ༏ྟ
验,对压电振子阵列型 USP 强化的可行性进行验 ጟᐏԫࣨీ ᡔܦႃູ
ஃీ ҄ᣄ͈
证,探究阵列型 USP 振动系统对工件材料表面强化 ԍႃߕ݃ે
的实际加工效果,实验研究超声功率、喷丸距离、弹 ԍႃ૱ᑟ٨
丸直径、喷丸时间等工艺参数对工件表面显微硬度 ᡔܦႃູ
的影响规律。 अ
图 7 USP 实验装置
3.1 实验平台搭建
Fig. 7 The experiment device of shot peening
压电振子阵列型USP实验装置如图7 所示。弹
丸材料为 304 不锈钢,USP 实验工件为薄圆片 7075 3.2 实验测试及结果分析
铝合金板材,直径为110 mm,厚度为2 mm。工件表 实验内容包括两部分,第一部分通过实验得到
面钻有 4 个通孔,通过 4 个螺钉与喷丸室内表面固 USP 时弹丸冲击工件表面的主要分布区域,探究超
定连接。弹丸及工件分别如图8、图9所示。 声电源功率对弹丸撞击工件区域的影响。第二部分