
Page 151 - 《应用声学》2023年第1期
P. 151
第 42 卷 第 1 期 刘琰等: B 型套筒角焊缝缺陷相控阵超声检测定量方法 147
3
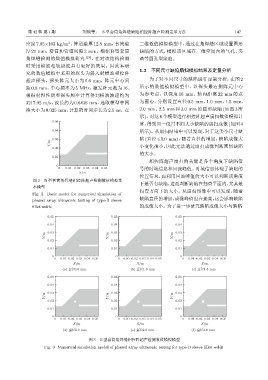
密度 7.85×103 kg/m ,管道壁厚 12.8 mm,套筒壁 二维数值模拟模型中,通过在角焊缝区域设置圆形
厚 20 mm,套筒和管道间隙 2 mm。根据 B 型套筒 缺陷的方式,模拟该区域在三维空间内的气孔、夹
角焊缝检测的数值模拟研究 [18] ,在对该结构检测 渣等圆孔型缺陷。
时采用横波相较纵波具有更好的效果。因此本研
1.2 不同尺寸缺陷扇扫模拟结果及定量分析
究的数值模拟中采用的探头为斜入射横波相控阵
超声探头,探头阵元大小为 0.6 mm,阵元中心间 为了对不同尺寸的缺陷进行定量分析,在图 2
距 0.8 mm,中心频率为 5 MHz,激发阵元数为 16。 所示的数值模拟模型中,以探头最右侧阵元中心
根据材料性质和探头频率计算得到横波波速约为 为参考点,以深度 16 mm、轴向距离 22 mm 的点
3217.92 m/s,波长约为 0.6436 mm,选取模型中网 为圆心,分别设置直径 0.5 mm、1.0 mm、1.5 mm、
格大小为 0.025 mm,计算的时间步长为 2.5 ns。在 2.0 mm、2.5 mm 和 3.0 mm 的圆形缺陷 (如图 3 所
示)。对这6个模型进行相控阵超声扇扫数值模拟计
0.05
算,得到同一位置不同大小缺陷的扇扫成像 (如图 4
0.04 所示)。从扇扫结果中可以发现,对于这类小尺寸缺
Y/m 0.03 陷 (直径 63.0 mm),随着直径的增加,缺陷成像大
0.02 小变化很小,因此无法通过扇扫成像判断圆形缺陷
的大小。
0.01
相控阵超声扇扫的关键是各个角度下缺陷信
0
0 0.01 0.02 0.03 0.04 0.05 号的时域信息和回波峰值。时域信息体现了缺陷的
X/m
位置信息,而利用回波峰值的大小可以判断该角度
图 2 B 型套筒角焊缝相控阵超声检测数值模拟基
下是否有缺陷,进而判断缺陷在扫查平面内,尤其是
本模型
扫查方向下的大小。从扇扫图像中可以发现,随着
Fig. 2 Basic model for numerical simulation of
phased array ultrasonic testing of type-B sleeve 缺陷直径的增加,成像峰值也在提高,这会影响缺陷
fillet welds 的成像大小。为了进一步研究缺陷成像大小与缺陷
0.05 0.05 0.05
0.04 0.04 0.04
Y/m 0.03 Y/m 0.03 Y/m 0.03
0.02 0.02 0.02
0.01 0.01 0.01
0 0 0
0 0.01 0.02 0.03 0.04 0.05 0 0.01 0.02 0.03 0.04 0.05 0 0.01 0.02 0.03 0.04 0.05
X/m X/m X/m
(a) ᄰय़0.5 mm (b) ᄰय़1.0 mm (c) ᄰय़1.5 mm
0.05 0.05 0.05
0.04 0.04 0.04
Y/m 0.03 Y/m 0.03 Y/m 0.03
0.02 0.02 0.02
0.01 0.01 0.01
0 0 0
0 0.01 0.02 0.03 0.04 0.05 0 0.01 0.02 0.03 0.04 0.05 0 0.01 0.02 0.03 0.04 0.05
X/m X/m X/m
(d) ᄰय़2.0 mm (e) ᄰय़2.5 mm (f) ᄰय़3.0 mm
图 3 B 型套筒角焊缝相控阵超声检测数值模拟模型
Fig. 3 Numerical simulation model of phased array ultrasonic testing for type-B sleeve fillet welds