
Page 77 - 《应用声学》2023年第3期
P. 77
第 42 卷 第 3 期 张炜舜等: 阵列式压电振子超声复合喷丸强化 515
弹丸受到来自激振片的振动机械能激发,对工件进
0 引言
行反复撞击。同时,工件夹持装置带动工件进行水
喷丸强化技术通过喷丸高频撞击工件表面,从 平方向的往复运动,使工件表面在弹丸的高频撞击
而对工件植入表面残余压应力来改善工件表面应 作用下形成更为均匀的表面残余应力层,从而改善
力状态,被广泛应用于提高工业零件的机械强度、 金属材料由于切削加工而产生的拉应力,达到表面
疲劳寿命和抗应力腐蚀开裂能力 [1−3] 。超声喷丸 强化的效果。
(Ultrasonic shot peening, USP) 强化技术相比于传
统喷丸强化技术,可以更有效地提供强化效果和残 6
余压应力深度。国内外学者对喷丸强化技术进行了 5
4
研究并取得了一系列的成果。文献 [4–7] 通过顺序
3
耦合的离散元模型 - 有限元模型,以预测喷丸过程 2
对残余应力和粗糙度的影响。文献 [8–9] 建立了多 1
弹丸喷丸的有限元仿真,探究了喷丸覆盖率对残余
应力的影响。文献 [10–13] 通过喷丸实验和研究多
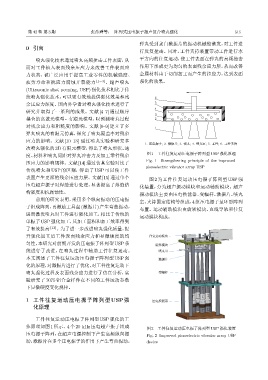
1. ԍႃߕ; 2. ༏ྟ; 3. ु˜; 4. إ˜ࠉ; 5. ࢺ͈; 6. ࢺ͈݃ે
次喷丸强化的 3D 有限元模型,得出了喷丸形状、速
度、材料和喷丸间距对弹丸冲击力及加工零件残余 图 1 工件往复运动压电振子阵列型 USP 强化原理
Fig. 1 Strengthening principle of the improved
压应力的影响规律。文献 [14] 通过仿真实验对比了
piezoelectric vibrator array USP
传统喷丸和 USP 的区别,得出了 USP 可以使工件
表面产生更深的残余压应力层。文献 [15] 通过单个 图 2 为工件往复运动压电振子阵列型 USP 强
压电超声振子对焊缝进行处理,显著提高了焊缝结 化装置,分为超声振动模块和运动辅助模块。超声
构强度和抗腐蚀性。
振动模块主要由压电换能器、变幅杆、激振片、喷丸
前期的研究表明,采用多个纵向振动的压电振
室、夹持固定结构等组成,4 组压电振子呈环形阵列
子组成阵列,再激励工具盘 (激振片)产生弯曲振动,
布置。运动辅助模块由旋转模块、直线导轨和往复
进而激发喷丸对工件进行强化加工,相比于传统的
运动模块构成。
单振子 USP强化加工,其加工面积和加工效率得到
了有效提高 [13] 。为了进一步改进喷丸强化质量,提
升强化加工后工件表面残余应力和显微硬度的均 ड़ܭᤂүവڱ
匀性,本研究对前期开发的压电振子阵列型USP系 ᣁവڱ
统进行了改进,在喷丸过程中辅助工件往复运动。 إ˜ࠉ
本文阐述了工件往复运动压电振子阵列型 USP 强 ༏ྟ
化的原理,对激振片进行了优化,对工件往复运动下
喷丸强化过程及表面残余应力进行了仿真分析,实 ԫࣨీ
验研究了 7075 铝合金样件在不同的工件运动参数
下显微硬度变化规律。
1 工件往复运动压电振子阵列型USP强 ԍႃ૱ᑟ٨
化原理
工件往复运动压电振子阵列型 USP 强化的工
作原理如图 1 所示。4 个 20 kHz 压电超声振子组成 图 2 工件往复运动压电振子阵列型 USP 强化装置
压电振子阵列,在超声电源控制下产生高频纵向振 Fig. 2 Improved piezoelectric vibrator array USP
动,激振片在多个压电振子的作用下产生弯曲振动, device