
Page 81 - 《应用声学》2023年第3期
P. 81
第 42 卷 第 3 期 张炜舜等: 阵列式压电振子超声复合喷丸强化 519
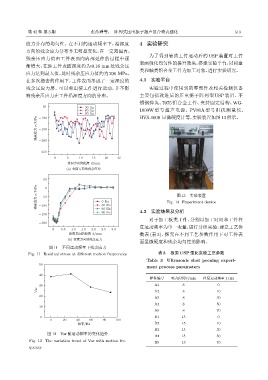
应力分布的均匀性。在不同的运动频率下,沿深度 4 实验研究
方向的残余应力分布并无明显变化,在一定范围内,
为了得到辅助工件运动后的 USP 装置对工件
残余压应力值由工件表面向内部延伸的过程中逐
表面强化均匀性的提升效果,搭建实验平台,以圆盘
渐增大,在距工件表面深度约为 0.16 mm 处残余压
类和轴类铝合金工件为加工对象,进行实验研究。
应力达到最大值,此时残余压应力值约为200 MPa。
在多次撞击的作用下,工件表面形成了一定深度的 4.1 实验平台
残余压应力层。可以看出使工件进行运动,并不影 实验过程中使用到的零部件及相关检测仪器
响残余压应力在工件沿深度方向的分布。 主要包括改进后的压电振子阵列型 USP 装置、不
锈钢弹丸、7075 铝合金工件、夹持固定结构、WG-
-50 30 Hz
60 Hz 1000W 型号超声电源、PV80A 型号阻抗测量仪、
90 Hz HVS-1000 显微硬度计等,实验装置如图13所示。
൵ऄҧ σ/MPa -150
-100
-200
-250
0 5 10 15 20 25
᛫᭧வՔᄊᡰሏ d/mm
(a) ᛫᭧வՔᄊ൵ऄҧ
50 0
൵ऄҧ σ/MPa -50 0 Hz Fig. 13 Experiment device
实验装置
图 13
30 Hz
-100
60 Hz
90 Hz 4.2 实验结果及分析
-150
对于加工板类工件,分别以加工时间和工件往
-200
复运动频率为单一变量,进行分组实验,建立工艺参
0 0.5 1.0 1.5 2.0 2.5 3.0
ᡰሏ᛫᭧ᄊᡰሏ d/mm 数表 (表 3),探究在不同工艺参数作用下对工件表
(b) ງएவՔᄊ൵ऄҧ
面显微硬度和残余均匀性的影响。
图 11 不同运动频率下残余应力
Fig. 11 Residual stress at different motion frequencies 表 3 板类 USP 强化实验工艺参数
Table 3 Ultrasonic shot peening experi-
50
ment process parameters
40
样件编号 喷丸时间 t/min 往复运动频率 f/Hz
30 A1 8 0
Var A2 8 10
20
A3 8 30
A4 8 50
10
A5 8 70
0 B1 15 0
0 20 40 60 80 100
ᮠဋ/Hz B2 15 10
B3 15 30
图 12 Var 随运动频率的变化趋势
B4 15 50
Fig. 12 The variation trend of Var with motion fre-
B5 15 70
quency