
Page 83 - 《应用声学》2023年第3期
P. 83
第 42 卷 第 3 期 张炜舜等: 阵列式压电振子超声复合喷丸强化 521
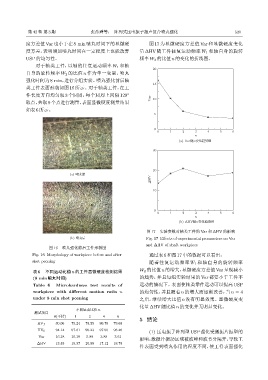
度方差值 Var 也小于在 8 min 喷丸时间下的显微硬 图 17 为显微硬度方差值 Var 和显微硬度变化
度方差,表明增加喷丸时间在一定程度上也能改善 量 ∆HV 随工件往复运动频率 W 1 和轴自身的旋转
USP的均匀性。 频率W 2 的比值n的变化的折线图。
对于轴类工件,以轴的往复运动频率 W 1 和轴
20
自身的旋转频率 W 2 的比值 n 作为单一变量,喷丸
强化时间为8 min,进行分组实验。喷丸强化前后轴
15
类工件表面形貌如图 16 所示。对于轴类工件,在工
件长度方向均匀取 3 个圆周,每个圆周上间隔 120 ◦
Var 10
取点,共取9个点进行测量,表面显微硬度测量结果
如表6所示。
5
0
0 1 2 3 4 5 6
n
(a) Varᬤnԫӑᡖҹڏ
30
20
(a) إ˜Ғ
DHV
10
0
0 1 2 3 4 5 6
n
(b) DHVᬤnԫӑᡖҹڏ
图 17 实验参数对轴类工件的 Var 和 ∆HV 的影响
(b) إ˜Ց Fig. 17 Effects of experimental parameters on Var
and ∆HV of shaft workpiece
图 16 喷丸强化前后工件形貌图
Fig. 16 Morphology of workpiece before and after 通过表6和图17中的数据可以看出:
shot peening 随着往复运动频率 W 1 和轴自身的旋转频率
W 2 的比值 n 的增大,显微硬度方差值 Var呈现减小
表 6 不同运动比值 n 的工件显微硬度检测结果
(8 min 喷丸时间) 的趋势,并且每组实验结果的 Var 都要小于工件不
Table 6 Microhardness test results of 运动的情况下。表面使轴类零件运动可以提高USP
workpiece with different motion ratio n 的均匀性,并且随着 n 的增大而逐渐改善,当 n = 4
under 8 min shot peening 之后,继续增大比值 n 没有明显效果。显微硬度变
化量∆HV随比值n的变化并无明显变化。
不同运动比值 n
测试项目
0(不转) 1 2 4 6
5 结论
80.66 79.24 78.35 80.78 79.68
HV f
(1) 压电振子阵列型USP强化受激振片振型的
HV b 94.14 97.61 99.23 97.90 98.46
Var 16.18 10.19 5.89 3.89 3.61
影响,激振片振动区域被波峰和波节分隔开,导致工
∆HV 13.48 18.37 20.88 17.12 18.78
件表面受到喷丸作用的程度不同,使工件表面强化