
Page 231 - 《应用声学》2024年第6期
P. 231
第 43 卷 第 6 期 曾广栋等: 大型螺栓阵列超声全聚焦成像的场能强化算法研究 1407
be detected by the conventional full focusing method can be detected. It is demonstrated that this method
can effectively improve the detection ability of small defects and improve the detection depth of bolts by full
focusing technology.
Keywords: Imaging monitoring; Total focusing method; Signal enhancement; Large bolts
多反射场能量叠加强化的方法,充分利用不同传播
0 引言 路径的声场能量,从而实现对弱散射源的增强,进而
强化了在远端对小缺陷的检测能力。
大型螺栓大多用于连接需要承受重载和剧烈
振动的构件,如大型机械设备、桥梁、建筑物、船舶
1 基本原理
和风电等领域的动设备和承载结构等。由于需要承
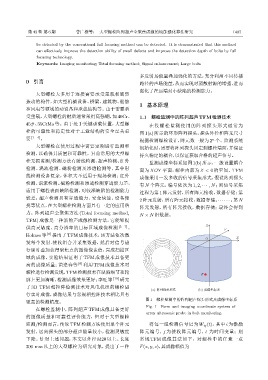
受重载,大型螺栓的材质通常采用高强钢,如40Cr、 1.1 螺栓监测中的阵列超声TFM检测技术
45#、35CrMo 等。由于处于关键承载位置,大型螺 在役螺栓监测使用的阵列探头形式通常为
栓的可靠性和稳定性对于工业结构的安全至关重 图 1(a) 所示的环形阵列探头,探头外径和阵元尺寸
要 [1−4] 。 根据检测螺栓设计,阵元数一般为 2 个。监测系统
n
大型螺栓在使用过程中需要定期进行监测和 初始化时,需要将阵列探头固定到螺栓端面,并保证
检测,以确保其质量和可靠性。目前常用的大型螺 持久稳定的耦合,以保证获取合格的超声信号。
栓无损监测/检测方法有射线检测、超声检测、红外 监测成像坐标系如图 1(b) 所示,一般设置耦合
检测、涡流检测、磁粉检测及渗透检测等,其中射 面为 XOY 平面,螺栓内部为 Z < 0 的空间。TFM
线检测设备复杂,体积大不适用于现场检测;红外 成像采用一发多收的信号采集形式,假设阵列探头
检测、涡流检测、磁粉检测和渗透检测穿透能力差,
有 N 个阵元,编号依次为 1, 2, · · · , N;则信号采集
适用于螺栓表面缺陷检测,对较深缺陷的检测能力 过程为第 1 阵元发射,所有阵元接收,数据存储;第
较差;超声检测具有穿透能力、安全快速、设备便
2 阵元发射,所有阵元接收,数据存储;· · · · · · ;第 N
携等优点,在大型螺栓检测方面具有一定的应用潜 阵元发射,所有阵元接收,数据存储;最终会得到
力。阵列超声全聚焦方法 (Total focusing method, N × N 组数据。
TFM) 成像是一种新的声成像检测方法,它能够提
供高灵敏度、高分辨率的目标区域成像检测 [5−7] 。 Z
Y
Holmes 等 [8] 提出了 TFM 成像技术,该方法依次激
O X
发每个发射 -接收组合并采集数据,然后对信号进
行延时叠加获得聚焦点的图像像素值,完成扫描区
域的成像,实验结果证明了 TFM 成像技术具备更
高的成像质量;苗逢春等 [9] 利用 TFM 成像技术对
螺栓进行检测发现,TFM检测技术在缺陷细节和轮 F
廓上更加清晰,检测成像效果更好;李旺等 [10] 研究
了 3D TFM 相控阵检测技术对风电机组的螺栓进
(a) ѵଊ݀ॎर (b) ੇϸگಖጇ
行实时成像,成像结果与常规相控阵技术相比具有
更高的检测精度。 图 1 螺栓监测中的阵列超声探头形式及成像坐标系
Fig. 1 Form and imaging coordinate system of
在螺栓监测中,阵列超声 TFM 成像具备更好
array ultrasonic probe in bolt monitoring.
的图像质量和可靠性评价能力,但对于大型螺栓
监测/检测而言,传统 TFM 检测方法使用单个阵元 将每一组检测信号记为 W ij (t),其中 i 为激励
发射,远离探头的部分超声能量较小,检测灵敏度 阵元编号,j 为接收阵元编号,t 为时间变量;则
下降。针对上述问题,本文以外径 M20 以上、长度 常规 TFM 成像算法如下,对螺栓中的任意一点
300 mm 以上的大型螺栓为研究对象,提出了一种 F(x, y, z),其成像幅值为