
Page 127 - 《应用声学》2025年第1期
P. 127
第 44 卷 第 1 期 狄成军等: 铝合金薄板焊缝根部缺陷高阶半跨模式波定量检测 123
模型 B 中设置了宽度 9 mm、高度 1 mm 的余高,用 元相对裂纹的水平距离,对于模型A分别为30 mm、
于模拟实际焊缝,且裂纹位于余高正下方。铝合金 33 mm、40 mm和54 mm。
板的横波声速设置为3100 m/s。检测使用中心频率
ӭͯmm
5 MHz 的 32 阵元相控阵探头 (阵元宽度 0.52 mm、
阵元中心间距 0.60 mm),选择 55 横波楔块与探头 6
◦
3
耦合,采样频率 100 MHz。对模型 A 进行检测时,
(a) വی A
可沿检测表面移动探头,在确保所选半跨模式波声
ӭͯmm 1
场能够完全覆盖待测区域的基础上,得到不同探头
9
位置处的 TFM 图像。比较各图像中的缺陷绝对幅 6
3
值,其达到最高时的探头位置即为最佳检测位置。
相比之下,模型 B 检测时的探头最多移动至余高位 (b) വی B
置处。图4(a)给出了TTT、TTTTT、TTTTTTT和 图 3 铝合金仿真模型示意图
TTTTTTTTT 等 4 种半跨模式波在最佳检测位置 Fig. 3 Schematic diagram of simulated aluminum
处的TFM图像。其中,横坐标表示相控阵探头首阵 alloy models
0 0 0 0 0
555 55555 5555555 555555555
1 2 1 2 1 2 1 2 -1
-2
ງए/mm 3 4 ງए/mm 3 4 ງए/mm 3 4 ງए/mm 3 4 -3 ࣨϙ/dB
-4
5 5 5 5 -5
-6
6 6 6 6
26 28 30 32 34 29 31 33 35 37 36 38 40 42 44 50 52 54 56 58
ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm
(a) വی A
0 0 0 0 0
555 55555 5555555
1 2 1 2 1 2 1 2 555555555 -1
ງए/mm 3 4 ງए/mm 3 4 ງए/mm 3 4 ງए/mm 3 4 -3 ࣨϙ/dB
-2
-4
5 5 5 5 -5
-6
6 6 6 6
39 41 43 45 47 39 41 43 45 47 39 41 43 45 47 50 52 54 56 58
ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm
(b) വی B
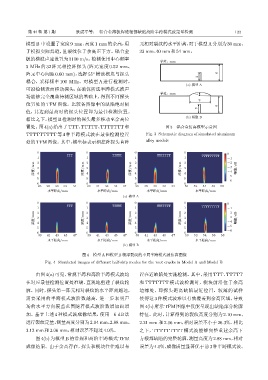
图 4 模型 A 和模型 B 根部裂纹的不同半跨模式波仿真图像
Fig. 4 Simulated images of different half-skip modes for the root cracks in Model A and Model B
由图 4(a) 可见,常规半跨和高阶半跨模式波均 置在近缺陷处实施检测。其中,采用 TTT、TTTTT
在对应最佳检测位置处准确、直观地重建了裂纹轮 和 TTTTTTT 模式波检测时,楔块前沿位于余高
廓。同时,探头第一阵元相对裂纹的水平距离越远, 边缘处,即探头距离缺陷最近位置。较薄的试样
需要采用的半跨模式波阶数越高,进一步表明声 使得这 3 种模式波难以有效覆盖到余高区域,导致
场的水平方向覆盖范围随着模式波阶数增加而增 图 4(b) 所示 TFM 图像中仅能呈现出缺陷部分轮廓
加。基于上述 4 种模式波成像结果,使用 −6 dB 法 特征。此时,计算得到的裂纹高度分别为 2.10 mm、
进行裂纹定量,测量高度分别为2.94 mm、2.88 mm、 2.21 mm 和2.06 mm,相对误差不小于26.3%。相比
3.12 mm 和3.06 mm,相对误差不超过4.0%。 之下,TTTTTTTTT 模式波能够完整重建余高下
图 4(b) 为模型 B 的常规和高阶半跨模式 TFM 方根部缺陷的完整轮廓,测量高度为2.88 mm,相对
成像结果。由于余高存在,探头和楔块往往难以布 误差为4.0%,成像质量显著优于前3种半跨模式波。