
Page 128 - 《应用声学》2025年第1期
P. 128
124 2025 年 1 月
图 5 给出了 采用 TTT 和 TTTTTTTTT 模式 所示。采用线切割技术在试块底面分别加工高度
波检测模型 B 时,最右侧阵元的声线传播路径示 3.0 mm 的垂直开口槽,以模拟根部缺陷。选择中心
意图。其中,采用 TTT 模式波检测时,探头和楔块 频率5 MHz、32阵元相控阵探头,匹配55 横波楔块
◦
位置受余高影响,最右侧阵元激励信号与缺陷作用 实施半跨模式波TFM成像检测。
后的反射波难以被接收阵元有效采集。FMC 数据
中用于缺陷轮廓表征的有效信号数量减少,缺陷成
像表征效果变差。与之相比,TTTTTTTTT模式波
声场覆盖范围更广,在距缺陷较远处,最右侧阵元发
A B
射信号仍能与缺陷作用,且产生的缺陷信号能够被
其他阵元接收并参与成像。因此,采用高阶半跨模 图 6 加工底面开口槽的铝合金试块
式波 TTTTTTTTT 能够较有效避免余高对成像检 Fig. 6 Aluminum alloy specimens containing ar-
测的干扰,实现根部缺陷的精确表征。 tificial root slots
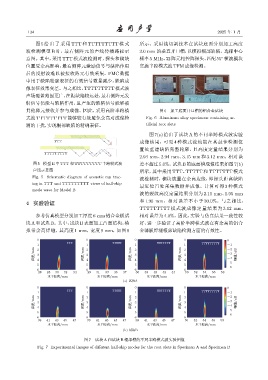
图 7(a) 给出了试块 A 的不同半跨模式波实验
TTT 成像结果,可见 4 种模式波均能在其最佳检测位
置处重建缺陷完整轮廓,且高度定量结果分别为
TTTTTTTTT
2.94 mm、2.94 mm、3.15 mm 和 3.12 mm,相对误
图 5 模型 B 中 TTT 和 TTTTTTTTT 半跨模式波 差不超过5.0%。试块B的底面槽成像结果如图7(b)
声线示意图 所示,其中采用 TTT、TTTTT 和 TTTTTTT 模式
Fig. 5 Schematic diagram of acoustic ray trac-
波检测时,楔块放置在余高边缘,即探头距离缺陷
ing in TTT and TTTTTTTTT views of half-skip
最近位置处采集数据并成像。计算可得 3 种模式
mode wave for Model B
波的裂纹高度定量结果分别为 2.10 mm、1.95 mm
4 实验验证 和 1.90 mm,相对误差不小于 30.0%。与之相比,
TTTTTTTTT 模式波成像定量结果为 3.12 mm,
参考仿真模型分别加工厚度6 mm铝合金板试 相对误差为 4.0%。因此,实验与仿真结果一致性较
块A和试块B。其中,试块 B 表面加工凸面结构,模 好,进一步验证了高阶半跨模式波在有余高的铝合
拟带余高焊缝,其高度 1 mm,宽度 9 mm,如图 6 金薄板焊缝根部缺陷检测方面的有效性。
0 0 0 0 0
555 55555 5555555
1 1 1 1 555555555 -1
ງए/mm 2 3 ງए/mm 2 3 ງए/mm 2 3 ງए/mm 2 3 -3 ࣨϙ/dB
-2
-4
4
4
4
4
-5
5 5 5 5
-6
6 6 6 6
26 28 30 32 34 29 31 33 35 37 36 38 40 42 44 50 52 54 56 58
ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm
(a) តڱA
0 0 0 0 0
555 55555 5555555 555555555
1 2 1 2 1 2 1 2 -1
-2
ງए/mm 3 ງए/mm 3 ງए/mm 3 ງए/mm 3 -3 ࣨϙ/dB
-4
4
4
4
4
-5
5 5 5 5
-6
6 6 6 6
39 41 43 45 47 39 41 43 45 47 39 41 43 45 47 50 52 54 56 58
ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm ඵࣱᡰሏ/mm
(b) តڱB
图 7 试块 A 和试块 B 根部槽的不同半跨模式波实验图像
Fig. 7 Experimental images of different half-skip modes for the root slots in Specimen A and Specimen B