
Page 98 - 《应用声学》2025年第1期
P. 98
94 2025 年 1 月
本文认为检测框中含有缺陷信息的置信度大 上,YOLOv7和YOLOv8使用了较为复杂的网络架
于 0.6 即视为有效检测。为了验证模型在 HDPE 管 构,包括多个残差单元、多个分支等。但提升不是
热熔接头 3D-TFM 相控阵超声图谱缺陷识别上的 很大,这是因为本次只针对 HDPE 管道热熔接头中
性能,使用相同的数据集在实验环境和参数不改变 典型缺陷识别,相比于 HDPE 管道热熔接头中非典
的情况下,将本文模型与YOLOv7和YOLOv8这两 型缺陷 (未熔合,冷焊) 等成像较为复杂缺陷,其缺
类最新的目标检测模型做了对比,结果如表2所示。 陷图谱更有利于模型学习。本文模型已满足工业上
由表 2 可知,YOLOv7 和 YOLOv8 在整体准确 对 3D-TFM 相控阵超声检测 HDPE 管热熔接头典
型缺陷图谱识别精度要求,同时在检测效率上,本文
率上相比本文模型都有提升,这是因为在模型架构
模型均高于其他模型,单帧图谱处理时间更少,并且
其模型更小且简单,使得占用内存较低,有利于模型
表 2 不同算法比对
Table 2 Comparison of different algorithms 嵌入式使用,能够较好实现现场复杂环境中埋地燃
气HDPE管道实时检测的需求。
算法 P/% R/% mAP/% F PS /(帧 ·s −1 )
YOLOV8 97.1 92.4 97.7 63.18 3.4 实验结果可视化
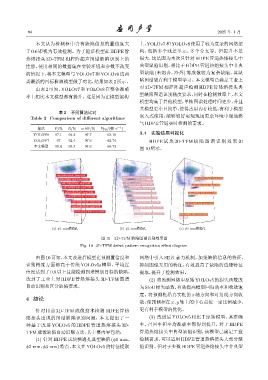
YOLOV7 97 92.4 97.6 63.74 HDPE 试 块 3D-TFM 缺 陷 图 谱 识 别 效 果 如
本文模型 96.4 93.3 97.6 68.73
图 10所示。
side-drilled hole 1mm 0.89
side-drilled hole 2mm 0.87 side-drilled hole 3mm 0.91
side-drilled hole 1mm 0.88
side-drilled hole 2mm 0.89
side-drilled hole 1mm 0.88
side-drilled hole 2mm 0.90 side-drilled hole 3mm 0.92
side-drilled hole 1mm 0.87
side-drilled hole 2mm 0.86
side-drilled hole 1mm 0.85
side-drilled hole 2mm 0.87 side-drilled hole 3mm 0.90
side-drilled hole 1mm 0.86
side-drilled hole 2mm 0.84
side-drilled hole 1mm 0.83 side-drilled hole 2mm 0.88 side-drilled hole 3mm 0.87
side-drilled hole 1mm 0.82
side-drilled hole 2mm 0.87
side-drilled hole 1mm 0.84
side-drilled hole 2mm 0.85 side-drilled hole 3mm 0.92
(a) φ1 mmഷᤰߘ (b) φ2 mmഷᤰߘ (c) φ3 mmഷᤰߘ
图 10 3D-TFM 缺陷图谱识别效果图
Fig. 10 3D-TFM defect pattern recognition effect diagram
由图 10可知,本文改进后模型在预测置信度和 网络中引入 SE 注意力机制,加强缺陷信息的特征,
识别精度方面都高于传统 YOLOv5s 模型,平均置 抑制图像无用的特征,有效提高了缺陷的边缘特征
信度达到了0.8以上且能检测到难辨别目标的缺陷, 提取,提升了检测效果。
达到了工业上对 HDPE 管热熔接头 3D-TFM 图谱 (2) 将预测网络中原始YOLOv5的损失函数改
自动识别和区分缺陷要求。 为SIoU损失函数,有效提高模型回归效率和收敛速
度。将预测框沿真实框的 x 轴方向和对角线方向收
4 结论
敛,使预测框在 x、y 轴上的中心点按一定比例减少,
针对目前 3D-TFM 成像技术检测 HDPE 管热 更有利于模型的优化。
熔接头出现的图谱缺陷识别问题,本文提出了一 (3) 改进后 YOLOv5 相比于原始模型,其准确
种基于改进 YOLOv5 的 HDPE 管道热熔接头 3D- 率、召回率和平均准确率都得到提升,对于 HDPE
TFM成像缺陷自动识别方法,其主要内容包括: 管道热熔接头中典型缺陷识别,该模型已满足工业
(1) 针对 HDPE 试块横通孔典型缺陷 (ϕ1 mm、 检测需求,可以适用 HDPE 管道热熔接头大部分缺
ϕ2 mm、ϕ3 mm)特点,本文在YOLOv5的特征提取 陷识别。但对于少数HDPE管道热熔接头中非典型