
Page 251 - 《应用声学》2025年第2期
P. 251
第 44 卷 第 2 期 路晨辉等: 基于声发射和支持向量机的插齿刀磨削砂轮状态监测 511
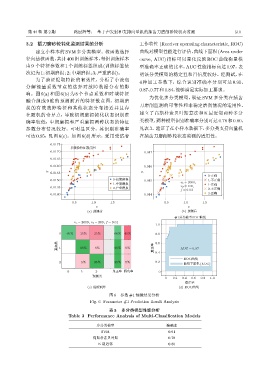
3.2 插刀磨砂轮钝化监测结果的分析 工作特性 (Receiver operating characteristic, ROC)
建立小样本的 SVM 多分类模型。核函数选择 曲线对模型性能进行评估,曲线下面积(Area under
径向基核函数,共计 400组训练样本,每组训练样本 curve, AUC) 指标可以量化反映 ROC 曲线衡量模
由 9 个特征参数和 1 个训练标签组成 (训练标签依 型准确率正确的比率,AUC 性能指标高达 0.97,表
次记为1:初期磨损;2:中期磨损;3:严重磨损)。 明该分类模型的稳定性和置信度较好。经测试,在
为了验证提取特征的有效性,分析了小波包
4 种加工参数下,综合识别准确率分别可达 0.91、
分解能量系数节点的选择对故障数据分布的影
0.87、0.77和0.84,能够满足实际加工要求。
响。图 6(a) 和图 6(b) 为 8 个节点系数和时域特征
为优化多分类模型,验证 SVM 多分类在插齿
融合组成 9 维的预测前后的特征散点图,初期磨
刀磨削监测的可靠性和非稳定磨削情况的适用性,
损的有效故障特征和其他状态分布接近并且存
在随机的奇异点,导致初期磨损钝化状态识别准 建立了高斯朴素贝叶斯算法和 K 最近邻两种多分
确率较低,中期磨损和严重磨损两种状态的特征 类模型,两种模型识别准确率分别可达 0.78和0.80,
参数分布情况较好,可明显区分,其识别准确率 见表3。验证了在小样本数据下,多分类支持向量机
可达 0.95,见图 6(c)。如图 6(d) 所示,采用受试者 在插齿刀磨削砂轮状态监测的适用性。
0.0175
ܳᮠྲढ़ஙགڏ
0.0170 0.017
0.0165
0.0160 0.016
y y
0.0155
0-ᆸ
0.0150 0-Ѻరᇜ૯ 0.015 1-ˀᆸ
1-˗రᇜ૯ v e =2000, 1-ᆸ
0.0145 2-ˑ᧘ᇜ૯ v f =100, 2-ˀᆸ
f=0.02
0.0140 0.014 2-ᆸ
0.5 1.0 1.5 0.5 1.0 1.5
x x
(a) ᮕҒ (b) ᮕՑ
#1ѬዝവیROCజጳ
v e =2000, v f =200, f=0.01
1.0
0 60% 15% 25% 60% 40% 0.8
ᄾࠄዝ 1 95% 5% 95% 5% ᄾဋ 0.6 AUC=0.97
0.4
ROCజጳ
2 5% 95% 95% 5% 0.2
జጳʾ᭧ሥ (AUC)
0 1 2 ᄾဋ Ϝ᠇ဋ 0
ᮕዝ
0 0.2 0.4 0.6 0.8 1.0
Ϝဋ
(c) ຉᅾ (d) ROCజጳ
图 6 参数 #1 预测结果分析
Fig. 6 Parameter #1 Prediction Result Analysis
表 3 多分类模型性能分析
Table 3 Performance Analysis of Multi-Classification Models
多分类模型 准确率
SVM 0.91
高斯朴素贝叶斯 0.78
K 最近邻 0.80