
Page 248 - 《应用声学》2025年第2期
P. 248
508 2025 年 3 月
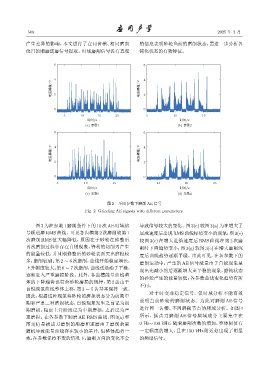
产生差异的影响,本文进行了在同齿槽、相同磨削 的信息表明砂轮当前的磨削状态,需进一步分析各
位置的顺磨逆磨信号提取。时域磨削信号没有直观 钝化状态的有效特征。
6 6
4 4
ႃԍࣨϙ/V 2 ႃԍࣨϙ/V 2
0 0
5 10 15 20 5 10 15
ᫎ/s ᫎ/s
(a) Ԡ1 (b) Ԡ2
6 6
ႃԍࣨϙ/V 4 2 ႃԍࣨϙ/V 4 2
0 0
5 10 15 15 20 25
ᫎ/s ᫎ/s
(c) Ԡ3 (d) Ԡ4
图 2 不同参数下磨削 AE 信号
Fig. 2 Grinding AE signals with different parameters
图 3 为在参数 1 磨削条件下的 10 次 AE 时域信 导致信号较大的变化。图3(c)较图3(a)为在增大了
号顺逆磨 RMS 曲线。可见各齿槽第 2 次磨削较第 1 展成速度后出现 RMS曲线幅值变小的现象;图3(e)
次磨削 RMS 值大幅降低,原因在于砂轮在修整后 较图 3(c) 在增大进给速度后 RMS 曲线在第 2 次磨
再次磨削过程中存在自锐现象,锋利的切削刃产生 削时下降趋势变小;图 3(g) 较图 3(c) 在增大磨削深
的能量较低,并且刚修整后的砂轮表面突出磨粒较 度后曲线趋势逐渐平缓。由此可见,在各参数下的
多,磨削较剧;第 2 ∼ 6 次磨削,曲线开始稳定增长,
磨削运动中,产生的 AE 信号能量由于自锐现象呈
上升幅度较大;第6 ∼ 7 次磨削,曲线还是趋于平稳,
现出先减小然后逐渐增大至平稳的现象,磨钝状态
逐渐进入严重磨损阶段。此外,各齿槽能量曲线整
的砂轮产生的能量较低;各参数曲线变化趋势有所
体的下降趋势也符合砂轮磨损的规律,第 2 齿由于
不同。
自锐现象曲线整体上移,第3 ∼ 5 齿基本保持一致。
对于时变非稳定信号,仅时域分析不能有效
因此,根据这种现象将砂轮的磨损状态分为前期中
说明当前砂轮的磨削状态。为此对磨削 AE 信号
期和严重三种磨损状态,自锐现象发生之前记为初
期磨损,稳定上升阶段记为中期磨损,之后记为严 进行同一齿槽、不同磨削节点的频域分析。如图 4
重磨损。在各参数下顺磨 AE RMS 曲线,图 3(a) 和 所示,插齿刀磨削 AE 信号频域成分主要集中在
图 3(b) 是插齿刀磨削的顺磨和逆磨由于磨削余量 0 Hz∼100 kHz,随着磨削次数的增加,整体幅值有
随机导致能量曲线存在较小的差异,但整体趋势一 一定幅度的增大,且在 100 kHz 附近处出现了明显
致,在参数保持不变的情况下,磨削方向的变化不会 的频谱信号。