
Page 230 - 201805
P. 230
812 2018 年 9 月
独的共振系统组成,在系统各组成部分的共振频率
1 引言
相同时,才能确保复合系统高效工作。
超声塑料焊接系统可以焊熔各种热塑性塑料, 2.1 夹心式压电换能器理论分析
焊接时间小于 1 s,具有快速、高效、经济等优点。超 图 2 为夹心式换能器结构示意图,主要包括前
声波塑料焊接已经广泛应用于汽车、医疗、制药等 盖板、压电陶瓷晶堆和后盖板三个部分。本论文设
各个行业 [1−3] 。超声焊接系统的工具头在工作频率 计时采用最简单的等截面圆柱,且横截面积与陶瓷
上应处于纵向振动模态,且其输出端面要有均匀的 晶堆面积相同,前后盖板采用同种金属材料,换能器
振幅分布 [4] 。对于较大物件的焊接,要求换能器振 的振动位移波节面位于压电陶瓷晶堆的中间,其频
动系统能够输出较大的超声波功率,因此需采用横 率方程为
向尺寸大于四分之一波长的大尺寸工具头,此时则 ρc e
tan(k e l c ) = · cot(k 1 l 1 ), (1)
需要用耦合振动理论来进行理论分析 [5−6] 。由于横 ρ 1 c 1
向振动和纵向振动会产生较强烈的耦合,会导致工 式 (1) 中,k e = ω/c e 、k 1 = ω/c 1 分别为压电
具头的输出端面的振幅不均匀,因此减弱甚至消除 陶瓷晶堆的波数和前后金属盖板的波数,c e =
√
横向振动具有重大的意义。 2 tan(kl/2)
c 1 − k 33 为压电陶瓷晶堆中纵向振动
声子晶体是一种周期性分布的新型复合功能 kl/2
的等效声速,l c 、ρ 分别为压电陶瓷晶堆中压电片的
材料。当弹性波穿过声子晶体时,由于受到周期性
长度和密度,c 1 、l 1 、ρ 1 分别为前后金属盖板的声速、
排列材料的相互作用,会形成一种分离的特殊色散
长度和密度。
曲线,色散曲线之间的频率范围称为带隙,而色散
关系曲线上的频率范围则称为通带 [7−12] 。在带隙 Ցᄦ Ғᄦ
频率范围内,弹性波的传播能得到抑制甚至禁止。
在所有方向的 (第一布里渊区的不同边)波矢k 的所
有取值下,都没有能带存在的频率区域称为完全带
隙,在某个方向上 (第一布里渊区的某条边) 波矢 k
ႃౝྟ ԍႃᬝၬ
的所有取值下不能存在能带的频率区域称为方向
带隙 [13−14] 。利用声子晶体的这一特性,通过在大 图 2 夹心式换能器结构示意图
Fig. 2 Schematic structure of sandwich transducer
尺寸工具头上加工周期性槽形成二维声子晶体结
构,在设计超声塑料焊接系统时,将振动系统的工作 2.2 圆锥形变幅杆理论分析
频率设计在工具头的横向振动的方向带隙中,使其 圆锥形变幅杆的频率方程如下所示:
横向耦合振动得到有效的抑制 [15−18] ,从而使得纵 kl
tan (kl) = , (2)
向的振动模态更加的单一。 1 + N 2 (kl) 2
(N+1)
由式 (2) 求出 kl 之后,可由式 (3) 求出变幅杆的长
2 圆柱形超声塑料焊接系统的理论分析
度 l p :
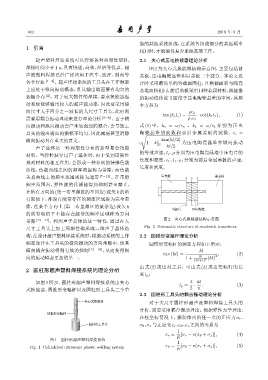
如图 1 所示,圆柱形超声塑料焊接系统由夹心 λ kl
l p = · . (3)
式换能器、圆锥形变幅杆以及圆柱形工具头三个单 2 π
2.3 圆柱形工具头的耦合振动理论分析
݃ॷर૱ᑟ٨ 对于大尺寸圆柱形超声波塑料焊接工具头的
分析,需要采用耦合振动理论。根据弹性力学理论,
ړ᩼ॎԫࣨీ
在柱坐标情况下,振动体内的任一点的正应力 σ r 、
ړಏॎࢺЦ݀ σ θ 、σ z 与正应变ε r 、ε θ 、ε z 之间的关系为
1
ε r = [σ r − v(σ θ + σ z )], (4)
图 1 圆柱形超声塑料焊接系统 E
1
Fig. 1 Cylindrical ultrasonic plastic welding system ε θ = [σ θ − v(σ r + σ z )], (5)
E