
Page 56 - 应用声学2019年第2期
P. 56
202 2019 年 3 月
1.0 构特征。缺陷分类方法如下:一类缺陷反射波幅度
0.8
100 mm 80 mm 0.6 为 73%∼100%,红色 C 扫描图特征;二类缺陷反射
0.4
0 0.2 波幅度为 45%∼73%,深蓝色 C 扫描图特征;三类缺
260 mm 陷反射波幅度为 30%∼45%,浅蓝色 C 扫描图特征。
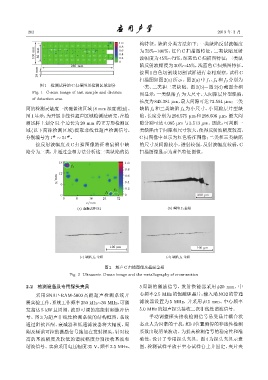
16 mm 按图 1 白色切割线切割试样进行金相观察,试样 C
扫描图如图 2(a)所示。图2(a) 中f 1 、f 2 和f 3 分别为
图 1 检测试样的 C 扫描图及检测区域划分 一类、二类和三类缺陷。图 2(b)∼ 图 2(d) 截面金相
Fig. 1 C-scan image of test sample and division
图显示:一类缺陷 f 1 为大尺寸、大间隙层片型缺陷,
of detection area
长度为845.381 µm,最大间隙可达73.594 µm;二类
同的检测灵敏度一次覆盖该区域(4 mm深度范围)。 缺陷 f 2 和三类缺陷 f 3 为小尺寸、小间隙层片型缺
图1 显示:为开展非线性超声区域检测法研究,在检 陷,长度分别为 294.575 µm 和 298.606 µm,最大间
测试样上划分 51 个边长为 20 mm 的正方形检测区 隙分别可达4.085 µm与3.513 µm。因此,可判断一
域 (以下简称检测区域) 提取非线性超声检测信号, 类缺陷由于间隙和尺寸较大,使得反射波幅度较高,
#
#
分别编号为1 ∼ 51 。 C 扫图像中显示为红色特征图像;二类和三类缺陷
按反射波幅度及 C 扫描图像特征将扁钢中缺 的尺寸及间隙较小,透射较强,反射波幅度较弱,C
陷分为三类,并通过金相方法分析这三类缺陷的结 扫描图像显示为蓝色特征图像。
18 1.0
f 1
0.8
12 0.6
y/mm
6 0.4
0.2
f 3
f 2
0 0 200 mm
0 8 16 24 32
x/mm
(a) ᄱតನCੳ (b) Ꭵᬞ f 1 ᄱ
100 mm 100 mm
(c) Ꭵᬞ f 2 ᄱ (d) Ꭵᬞ f 3 ᄱ
图 2 超声 C 扫描图像及截面金相
Fig. 2 Ultrasonic C-scan image and the metallography of cross-section
2.2 检测设备及专用探头夹具 5 周期的激励信号,发射换能器采用 ϕ20 mm、中
采用 SNAP-RAM-5000 高能超声检测系统开 心频率 2.5 MHz 的铌酸锂晶片;输入端NO2的带通
展实验工作,系统工作频率250 kHz∼30 MHz,可激 滤波器设置为 5 MHz,并采用 ϕ15 mm、中心频率
发高达 5 kW 且周期、波形可调的高能射频脉冲信 5.0 MHz的超声探头接收二次非线性谐波信号。
号。图 3 为超声非线性检测系统的结构框图,系统 手动调整探头接收检测信号易受晶片耦合状
通过阻抗匹配、衰减器和低通滤波器将大幅度、周 态及人为因素的干扰,相同位置测得的非线性检测
期及频谱可控的激励信号施加在发射探头,针对较 系数出现明显波动。为提高检测信号的稳定性和准
高的基波幅度及较低的谐波幅度分别接收基波和 确性,设计了专用探头夹具。图 4 为探头夹具示意
谐波信号。实验采用电压幅度 35 V、频率 2.5 MHz、 图,检测试样平放于空心试样台上并固定,夹片夹