
Page 118 - 《应用声学》2020年第1期
P. 118
114 2020 年 1 月
不到相应需求,且流量不够,要满足指标需求,投入 2.2 供气压力设计
较大;二是通过压缩机压缩空气,存储于储气罐中, 2.2.1 硬件设计
通过调节阀等措施实现供气需求。气动中心配套有 一般调节阀存在调节死区,建议工作调节区间
较大容量的 2 MPa中压储气罐,这为稳定持续的射 在15% ∼ 85%之间。本项目供气压力在7.3 kPa ∼
流供气需求提供了基础条件。 500 kPa之间,且供气流量 0.24 ∼ 2.5 kg/s,相对而
试验台以 2 MPa中压气源为动力,通过适当的 言压力和流量跨度较大,同一个调节阀很难同时满
气源管路改造,延伸至消声室建筑附近,通过配套相 足低压小流量和高压大流量的供气需求,且常规阀
应的压力控制阀组达到目标压力,进行消音后引入 门调节精度仅为 1%,达不到使用需求。满足各种不
全消声室,最后通过射流流道从喷口射出。其中供 同压力和流量要求的压力精确控制为该项目的关
气压力控制和流道设计为重要环节。 键环节。
PM1 PM1
PLC
ER5269
ଆඡኮ᥋
2 MPa ER5000 PLC
˗ԍඡູ PS/79
PD
PM0 PM1 PM2 PM3 PT
DN200
T0 M M T1
ᎁ
ф
DN150 DN150 DN150 DN150 DN150 Ꭹ DN150 ๗ܦ٨
үု ႃүု ូԍ٨ ូԍ٨2 ႃүု
FLA-2SR3/NT/P91 FL-BP
AF
DN150
˟ኮ᥋ଆ් ଆ්
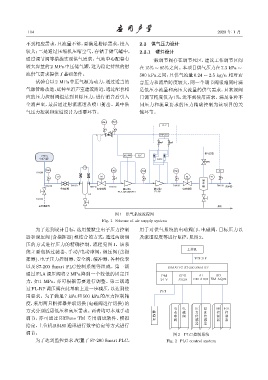
图 1 供气系统流程图
Fig. 1 Scheme of air supply system
为了达到设计目标,选用爱默生电子压力控制 用于对供气系统的电动阀门、电磁阀、目标压力以
器和调压阀 (含指挥器) 相结合的方式,通过两级调 及流道温度等进行监控,见图2。
压的方式进行压力的精确控制,流程见图 1。该系
统主要包括过滤器、手动/电动球阀、调压阀 (含指 ʽͯ
挥器)、电子压力控制器、安全阀、缓冲器、各种仪表 TCP/IP
以及 S7-200 Smart PLC 控制系统等组成。第一级 SIMATIC S7-200 SMART
通过 FLA 调压阀将 2 MPa 降到一个较低的固定压
PM CPU AI AO
力,如 1 MPa,亦可根据需要进行调整。第二级通 24 V SR20 EM AE04 EM AQ02
过FL-BP调压阀在此基础上进一步减压,以达到使
PPI
用要求。为了满足 7 kPa 和 500 kPa 的压力控制精
度,采用两只指挥器并联切换 (电磁阀进行切换) 的
方式分别适用低压和高压需求。两者均可本地手动 ᝏ ႃ ႃ ԍ ພ ER ER
ᇓ
ए
ҧ
ү
ୗ ု ͜ ͜ ҄ ҄
调节,亦可通过 ERTune TM 专用调试软件、模拟 ࡖ ਖ ਖ ٨ ٨
给定、上位机 RS485 通讯进行数字给定等方式进行 ٨ ٨
调节。 图 2 PLC 控制系统
为了达到监控要求,配置了S7-200 Smart PLC, Fig. 2 PLC control system