
Page 163 - 《应用声学》2023年第2期
P. 163
第 42 卷 第 2 期 晁永胜等: 200 C 偶极发射换能器研究 351
◦
是最佳的基片材料选择,尤其是 ALSi80 合金,其热
ዥଌूए
/ C,与压电陶瓷基本相当,且
胀系数只有 6 × 10 −6 ◦
3
ѭऄҧ үѭऄҧ 200 C 材料的密度只有 2430 kg/m ,非常有利于实现大功
率辐射。
130
᭢ѭऄҧ
120
ԧ࠱ႃԍ־ऄ/dB
T ພए 110
图 2 三叠片振子粘接问题示意图 100
Fig. 2 Bonding problem of trilaminar bender bar 90 ᆪᨸՌ
᧻Ռ
80
根据粘接机理,只有在工作温度内最大动态切 70 Ի͓Ռ
0 1 2 3 4 5 6
应力与最大静态切应力之和均小于胶黏剂的粘接 ᮠဋ/kHz
强度时,三叠片振子才不会脱粘。为了保障三叠片
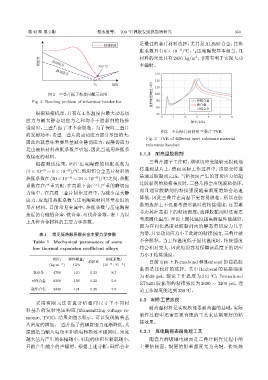
图 3 不同基片材料时三叠片 TVR
的发射功率,希望三叠片的动切应力部分尽量的大,
Fig. 3 TVR of different inert substrate material
因此也就意味着要尽量减少静切应力,而静切应力
trilaminar benders
是由被粘材料热胀系数差引起,因此当选用热胀系
1.1.3 耐高温胶黏剂
数接近的材料。
三叠片振子工作时,期望切应变能够无损耗地
根据测试结果,PZT 压电陶瓷的热胀系数为
传递到基片上,然而实际工作过程中,该应变传递
−6
−6
(4 × 10 ∼ 6 × 10 )/ C,现用铝合金基片材料的
◦
是通过胶黏剂完成,当粘接面产生的剪切应力值超
−6
−6
◦
热胀系数在(20 × 10 ∼ 24 × 10 )/ C之间,热胀
过胶黏剂的粘接强度时,三叠片将会出现脱粘损坏,
系数存在严重失配,在高温下会产生严重的静切应
而且通常胶黏剂的粘接强度随着温度增加会迅速
力集中。在高温三叠片制作过程中,为减少最大静
降低,因此三叠片在高温下更容易脱粘。所以在胶
应力,应选用热胀系数与压电陶瓷材料尽量接近的
黏剂选择上不仅要考虑常温时的粘接强度,还需要
基片材料。目前常见金属中,热胀系数与压电陶瓷
考虑其在高温下的粘接强度;选择胶黏剂时还需要
接近的有硅铝合金、钛合金、可伐合金等。表1 为以
考虑固化温度,理论上固化温度越高耐温性能越好,
上几种合金材料的主要力学参数。
因为在固化温度处胶黏剂内的静态剪切应力几乎
表 1 常见低热胀系数合金主要力学参数 为零,只要动切应力小于此时的粘接强度,三叠片就
Table 1 Mechanical parameters of some 不会脱粘。当工作温度低于固化温度时,粘接强度
low thermal expansion coefficient alloys 将会相对变大,因此也很容易保障该温度下的切应
力小于粘接强度。
密度/ 弹性模量/ 热胀系数/
泊松比 目前市面上 Permabond 和 Hexbond 的高温胶
◦ −1
(kg·m −3 ) GPa (10 −6 · C )
黏剂是比较好的选择。其中 Hexbond 的粘接强度
钛合金 4700 110 0.33 8.7
为 4530 psi,理论工作温度为 210 C;Permabond
◦
可伐合金 8360 138 0.32 5.9
ET5411 胶黏剂的粘接强度为 2600 ∼ 3200 psi,理
硅铝合金 2430 131 0.25 7.5 论工作温度能达到230 C。
◦
1.2 制作工艺改良
采用有限元法仿真分析相同尺寸下不同材
耐高温材料是实现换能器耐高温的基础,实际
料基片的发射电压响应 (Transmitting voltage re-
制作过程中还需要更合理的工艺来达到更好的粘
sponse, TVR),结果如图 3 所示。可以发现随着基
接效果。
片密度的增加,三叠片振子的辐射能力逐渐降低,其
原因是当输入电功率和机电转换效率相同时,密度 1.2.1 压电陶瓷表面处理工艺
越大基片产生的振幅越小,引起的体积位移就越小, 陶瓷片的镀银电极面是三叠片制作过程中的
只能产生越小的声辐射。根据上述分析,硅铝合金 主要粘接面,银层的附着强度尤为关键。传统烧