
Page 193 - 《应用声学》2023年第2期
P. 193
第 42 卷 第 2 期 姚震等: 非线性工作状态压电换能器匹配技术 381
与谐振频率相比,反谐振频率的等效电阻值 可归纳为是电压U 和频率f 作用的结果。由此可知,
比较大,在换能器输出大功率时,在反谐振频率下 换能器反谐振电阻R 与电信号中的电压U 和频率f
工作能够减小电流,从而保护振子,但依据阻抗分 存在一定的映射关系,可设为
析仪在小信号下所得反谐振电阻无法完成匹配设
R = f(U, f). (1)
计,假设换能器工作功率为 1000 W,驱动电压范
根据以上推论,进行实验探究。以厚度为
围是 300∼1000 V,所对应的电阻范围应该是 90∼
1000 Ω。不管是在空载或负载条件下阻抗分析仪测 0.2 mm 铜镀镍箔片叠加 30 层厚度为 6 µm 铜箔作
量所得参数,均不在合理范围内。 为负载在 0.4 MPa 气压下焊接,其余的机械类参量
此外,在超声焊接过程中,换能器的实时阻抗 控制不变。依据工程经验,匹配电容取静电容的
特性受工件类型、激励信号、陶瓷片的材料结构等 2∼5 倍 [13] 。本文所用的换能器可取 0.4 MPa 负载
影响,现有的非线性理论模型还仅限于对其某些非 下的 10 倍 R 1 近似为反谐振电阻值,匹配电容分别
线性行为从宏观上进行描述和分析,而想将其真正 取2 倍C 0 与4 倍C 0 ,根据调谐理论设计 a、b 两组匹
用于实际工程中的换能器设计还需开展大量研究 配参数,并进行焊接实验。本实验换能器工作频率
工作,目前工程上一般依靠经验来解决大功率换能 在 20 kHz 附近,根据香浓采样定律,为保证采样数
器匹配参数设计与优化问题。 据能完整反映信号以及确保后期数据处理的准确
性,示波器采样率设定为2.5 M/s。采集焊接过程的
1.1 反谐振电阻模型的建立
换能器两端的电流电压信号,保存为 csv 文件格式,
在实际焊接中影响压电换能器阻抗特性的因 通过仿真软件对数据进行分析。以换能器的驱动电
素可以归纳为两大类,即电学类参数与机械类参数。 压信号为参考,每10个周期计算一次电压电流有效
机械类参数主要有超声振子变幅杆形貌与材质、压 值,并依据电压电流有效值计算换能器反谐振等效
电陶瓷片材质形貌、大小和组合方式、焊接工具头 电阻,同时每 10个周期计算一次平均频率。两组匹
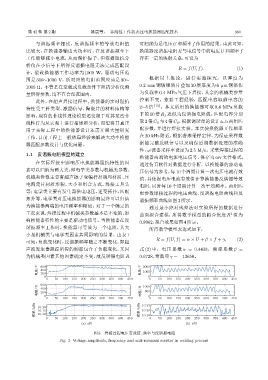
等;电学类主要有发生器供电电压、逆变拓扑、匹配 配参数焊接过程的电压曲线、反谐振电阻曲线和反
拓扑等,电学类对压电换能器的影响最终可以归结 谐振频率曲线如图 3所示。
为换能器两端的电压频率和幅值。对于一个确定的 通过最小绝对残差法对实验所得的数据进行
工况来说,焊接过程中机械类参数基本是不变的,影 曲面拟合建模,所得数学模型的拟合优度 R 值为
2
响换能器特性的主要是驱动电信号。当换能器在反 0.9962,拟合效果如图4所示。
谐振频率工作时,换能器可等效为一个电阻,其大 所得数学模型表达式如下:
小是机械类与电学类因素共同影响的结果。由表 1
R = f(U, f) = α × U + β × f + γ, (2)
可知,负载变化时,反谐振频率随之不断变化,即超
声波发生器跟踪所得的频率包含了负载变化,又因 式 (2) 中,电压系数 α = 0.4433,频率系数 β =
为机械类因素其他因素确定不变,故反谐振电阻 R 0.6728,常数项γ = −13650。
ႃԍ/V 600 ႃԍ/V 2000
400
1000
200
0 0
0 50 100 150 200 250 300 350 400 450 0 50 100 150 200 250 300 350 400 450
600 1000
ႃ/ 400 ႃ/ 500
200
0
0 50 100 150 200 250 300 350 400 450 0 0 50 100 150 200 250 300 350 400 450
ᮠဋ/kHz 10.20 ᮠဋ/kHz 10.22
10.20
10.15
10.10
0 50 100 150 200 250 300 350 400 450 10.18 0 50 100 150 200 250 300 350 400 450
(a) aጸ (b) bጸ
图 3 焊接过程电压有效值、频率与反谐振电阻
Fig. 3 Voltage amplitude, frequency and anti-resonant resistor in welding process