
Page 219 - 《应用声学》2023年第2期
P. 219
第 42 卷 第 2 期 吴豪琼等: 纵 -扭谐振超声滚压系统设计与试验 407
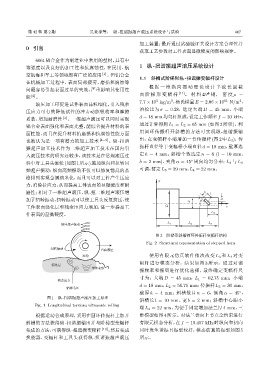
加工装置;最后通过试验验证其设计方案合理性并
0 引言
获取工艺参数对工件表面显微硬度的影响规律。
6061铝合金作为制造业中常用的型材,具有中
等强度以及良好的加工性和抗腐蚀性,在民用、航 1 纵-扭谐振超声滚压系统设计
空航海和军工等领域都有广泛的应用 [1] 。但铝合金
1.1 斜槽式阶梯形纵-扭谐振变幅杆设计
在机械加工过程中,表面局部疲劳、磨损和腐蚀等
根 据 一 维 纵 向 振 动 理 论 设 计 半 波 长 圆 截
问题容易引起表面过早的失效,严重影响其使用性
#
面 阶 梯 形 变 幅 杆 [11] 。 材 料 45 钢, 密 度 ρ =
能 [2] 。
2
3
3
7.7 × 10 kg/m ,杨氏模量E = 2.06 × 10 11 N/m ,
滚压加工可促进试件表面晶粒细化,引入残余
泊松比为 σ = 0.28,选定大端 D = 45 mm,小端
压应力可有效降低试件的冲击动能吸收率和摩擦
d = 18 mm均匀杆组成,设定工作频率 f = 20 kHz,
系数,增加耐磨性 [3] 。一维超声滚压可以同时实现
铝合金表面强化和表面光整,能综合提升材料的表 通过计算得到L 1 = L 2 = 65 mm (如图 2 所示)。利
用圆环传振杆开斜槽的方法可实现纵 -扭谐振输
面性能,而且在提升材料抗磨损和抗腐蚀性能方面
也被认为是一项有潜力的加工技术 [4−9] 。纵 -扭谐 出,在变幅杆小端增加一节传振杆 (图 2 中 L 3 ),传
振超声加工技术作为二维超声加工技术在国内引 振杆直径等于变幅杆小端直径 d = 18 mm,壁厚选
入滚压技术的研究还较少,该技术是在常规滚压过 定 h = 4 mm;斜槽个数选定 n = 6 (l = 10 mm、
◦
程中对工具头滚轮(如图1 所示)施加纵向和扭转同 b = 2 mm)、夹角 α = 45 周向均匀分布;L 3 与 L 4
频超声振动:纵向高频振动不仅可以修复错乱的晶 可调,暂定L 3 = 39 mm,L 4 = 22 mm。
格排列实现金属纳米化,而且可以对工件产生压应
y
力,消除拉应力,从而提高工件表面的显微硬度和耐
磨性;相对于一维超声滚压,纵 -扭二维超声滚压增 b l
加了扭转振动,扭转振动可以使工具头反复挤压,使 d α h
工件表面强化层和残余压应力增加,进一步提高工 D x
件表面的显微硬度。 L 4
ጫՔᡔܦү L L L
图 2 阶梯形斜槽圆环传振杆变幅杆结构
Fig. 2 Structural representation of stepped horn
ੵᣁү ᒭႀ໔ԍ
໔ᣃ 使用有限元仿真软件依次改变 L 3 和 L 4 对变
幅杆进行模态分析,结果如图 3 所示。通过对谐
ूӑࡏ
܈ভԫॎ
振频率和振型进行优化选择,最终确定变幅杆尺
寸为:大端 D = 45 mm,L 1 = 62.75 mm;小端
൵ऄҧ
d = 18 mm,L 2 = 56.75 mm;传振杆 L 3 = 30 mm,
ᨸೢඐہ
壁厚 h = 4 mm;斜槽数目 n = 6,倾角 α = 45 ,
◦
图 1 纵 -扭谐振超声滚压加工原理
斜槽长 l = 10 mm、宽 b = 2 mm;斜槽中心距小
Fig. 1 Longitudinal torsiona ultrasonic rolling
端 L 4 = 22 mm,为便于固定增加法兰厚 4 mm,三
根据运动合成原理,采用在圆环传振杆上加开 维模型如图 4 所示。对法兰盘面上节点全约束进行
斜槽的方法获得纵 -扭谐振输出并与阶梯型变幅杆 有限元模态分析,在 f = 19.457 kHz 时纵向和扭向
集成的方法,可获得纵-扭谐振变幅杆 [10] ;然后集成 同时发生谐振且振型较好,模态仿真的振型如图 5
换能器、变幅杆和工具头获得纵 -扭谐振超声滚压 所示。