
Page 195 - 《应用声学》2024年第1期
P. 195
第 43 卷 第 1 期 姚震等: 超声焊接全状态频率跟踪算法 191
在图 1 中,L 1 为换能器的动态电感,表征其等
0 引言
效质量;R 1 为换能器的动态电阻,表征其机械内阻;
C 1 为换能器的动态电容,表征其柔度 [7] 。三者串联
超声焊接被应用于动力电池的极耳及线束焊
的支路为换能器的动态支路。C 0 为换能器的静态
接生产中,其焊接质量直接影响产品的整体性能、良
电容,是换能器的夹持电容,C 0 所在的支路为换能
品率和使用寿命 [1] 。动力电池极耳超声波金属焊接
频率通常为 20 kHz,焊接功率达数千瓦,焊接过程 器的静态支路。换能器的复阻抗 Z 和发波角频率 ω
之间的关系为
负载变化剧烈且焊接时间短 [2] ,需要更快的频率跟
R 1 + j (ωL 1 − 1/ωC 1 )
踪速度。当换能器失谐时,焊头的输出功率波动较 Z(ω) = , (1)
2
(1 − ω L 1 C 0 + C 0 /C 1 ) + jωC 0 R 1
大,容易出现虚焊或过焊等现象 [3] 。超声换能器失
式(1)中,角频率ω = 2πf,f 为换能器的驱动频率。
谐工作时无功功率增加,换能器的电流电压升高,导
一般情况下,Z(ω) = 0 存在两个解,分别是谐
致频率进一步漂移,容易损坏换能器。
振频率 f r 和反谐振频率 f a 。在焊接过程,这两个频
换能器焊接失谐一般指工作在无阻性点状态
率随时间不断变化,而频率跟踪则是在这两个频率
或频率误跟踪。超声焊接系统为非线性时变系统,
点中选择一个作为跟踪目标,使换能器始终在谐振
其传递函数建模过程复杂。数字超声电源往往采用
状态工作,保证焊接效果。
[5]
变步长跟踪 [4] 、PID 、模糊 PID [6] 算法等,不需建
立具体模型的算法,优点是控制易实现,满足一般情 1.1 换能器的无阻性点状态
况下的工况。但也存在一些缺点,PID 参数整定困 换能器的动态电阻 R 1 主要受负载的影响,换
难,出现误跟踪无法自动复位,在无阻性点状态时容 能器的负载与焊接压力、模头纹路尺寸和被焊接的
易频率大幅波动。 材料有关。通过式 (1) 可知:当 R 1 满足式 (2) 时 [8] ,
本文基于梅森等效电路,通过数学公式推导,提 换能器处于无阻性点状态。
出了一种全状态的频率跟踪算法,能在有阻性点时 ( √ √ ) √ L 1
R 1 > C 0 + C 1 − C 0 . (2)
选择谐振频率或反谐振频率作为追频目标;在无阻 C 0 C 1
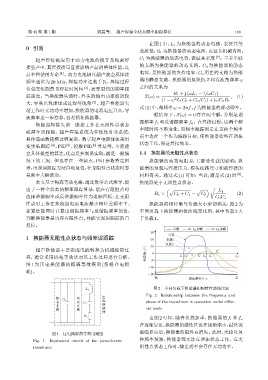
性点时工作在换能器电压电流最小相位差频率下。 换能器的相位角与负载大小密切相关,图 2 为
新算法能同时计算出谐振频率与反谐振频率的值, 不同负载下换能器相位曲线变化图,其中负载 2 大
判断换能器是否存在阻性点,并能实现误跟踪的自 于负载1。
复位。
ቇᣒ 20 kgҫᣒ 30 kgҫᣒ
90
ቇᣒ
1 换能器无阻性点状态与频率误跟踪 60 ᠇ᣒ1
᠇ᣒ2
30
超声换能器主要完成电能转换为机械能的过 f a ϕϕ
0
程,通常采用机电等效法对其工作过程进行分析。 ᄱͯᝈ/(°) -30 f r f r ϕ f r ϕϕ f a f a ϕ Hz
图 1 为压电换能器的梅森等效模型 (忽略介电损
-60
耗)。
-90
Ͱ үᮠဋ/Hz ᰴ
图 2 不同负载下换能器相频特性曲线比较
L
Fig. 2 Relationship between the frequency and
᭢ C ү ԍ
গ গ C ႃ phase of the transducer in operation under differ-
ஃ ஃ ૱
ᑟ ent loads
٨
R
由图 2 可知,随着负载加重,换能器的 f r 和 f a
在逐渐靠近,换能器的感性区也在逐渐缩小,最终突
图 1 压电换能器等效电路图 破临界点后,换能器的阻性点消失。此时,无论以何
Fig. 1 Equivalent circuit of the piezoelectric 种频率发波,换能器都无法在谐振状态工作。在无
transducer 阻性点状态工作时,输出功率会存在无功功率。