
Page 199 - 《应用声学》2024年第1期
P. 199
第 43 卷 第 1 期 姚震等: 超声焊接全状态频率跟踪算法 195
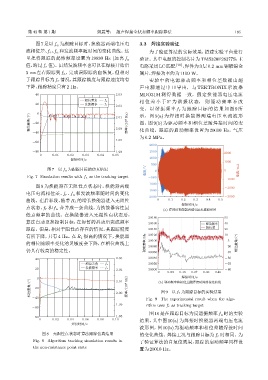
图 7 是以 f a 为跟踪目标时,换能器两端电压电 3.3 焊接实验验证
流相位差、f r 、f a 和发波频率随时间的变化曲线。这 为了验证算法的实际效果,搭建实验平台进行
验证。其中电源的控制芯片为TMS320F28377S,主
里把将跟踪的起始频率设置为 19830 Hz (远离 f a
值,跨过f r 值)。虽然发波频率也可以在焊接开始后 电路采用LC匹配 [10] ,焊件为3层0.2 mm铜镀镍金
5 ms 左右跟踪到 f a ,完成误跟踪的自恢复,但相对 属片,焊接功率约为1100 W。
于跟踪目标为 f r 情况,其跟踪精度与跟踪速度均有 实验中的电源驱动频率和相位差数据由超
下降,跟踪精度只有2 Hz。 声电源通过串口导出,与 TEKTRONIX 示波器
40 2.03 MDO3104 测得数据一致。假定换能器电压电流
ᄱͯࣀᝈ f a 相 位 差 小 于 5° 为 谐 振 状 态, 则 驱 动 频 率 不 改
20 ԧฉᮠဋ
f r
2.02
变。以谐振频率 f r 为跟踪目标的结果如图 9 所
0 2.01 示,图 9(a) 为焊接时换能器两端电压电流波形
ᄱͯࣀᝈ/(°) -20 ᮠဋ/(10 4 Hz) 图,图 9(b) 为驱动频率和相位差随焊接时间的变
-40 2.00 化曲线。跟踪的启动频率设置为 20010 Hz,气压
为0.2 MPa。
1.99
-60
2000
-80 1.98 1500 2000
0 0.01 0.02 0.03 0.04 0.05
1000
ཝଌᫎ/s
1000
500
图 7 以 f a 为跟踪目标的仿真结果 ႃԍ/V 0 0 ႃื/mA
Fig. 7 Simulation results with f a as the tracking target -500
-1000
-1000
图 8 为换能器在无阻性点状态时,换能器两端 -2000
-1500
电压电流相位差、f r 、f a 和发波频率随时间的变化
-2000 -3000
曲线。在后半段,随着R 1 的增长换能器进入无阻性 0 0.1 0.2 0.3 0.4 0.5
ཝଌᫎ/s
点状态,f r 和 f a 合并成一条曲线,为换能器容性最 (a) ཝଌ૱ᑟ٨ːቫႃԍႃืฉॎڏ
低点频率的曲线。在换能器进入无阻性点状态后,
20180 55
算法自动更换控制目标,在短暂的抖动后完成频率 20160 үᮠဋ 40
跟踪。但是,相对于阻性点存在的情况,其跟踪精度 20140 ᄱͯࣀ 25
有所下降,只有 4 Hz。在 R 1 很高的情况下,换能器 20120 10
的相位随频率变化的灵敏度会下降,在相位曲线上 үᮠဋ/Hz 20100 -5 ᄱͯࣀᝈ/(O)
20080
-20
仍具有较高的稳定性。 20060 -35
40 2.03 20040 -50
ᄱͯࣀᝈ f a 20020 -65
20 ԧฉᮠဋ f r 2.02 20000 -80
0 0.09 0.18 0.27 0.36 0.45
ཝଌᫎ/s
0 2.01 (b) үᮠဋ֗ᄱͯࣀᬤཝଌᫎᄊԫӑజጳ
ᄱͯࣀᝈ/(°) -20 2.00 ᮠဋ/(10 4 Hz) 图 9 以 f r 为跟踪目标的实验结果
-40 Fig. 9 The experimental result when the algo-
1.99 rithm uses f r as tracking target
-60
图 10 是在跟踪目标为反谐振频率 f a 时的实验
-80 1.98
0 0.02 0.04 0.06 0.08 0.10 结果,其中图 10(a) 为焊接时换能器两端电压电流
ཝଌᫎ/s
波形图,图 10(b) 为驱动频率和相位差随焊接时间
图 8 无阻性点状态时算法跟踪仿真结果 的变化曲线。焊接工况与跟踪目标为f r 时相同。为
Fig. 8 Algorithm tracking simulation results in 了验证算法的自复位效果,跟踪的启动频率同样设
the non-resistance point state
置为20010 Hz。