
Page 95 - 《应用声学》2020年第6期
P. 95
第 39 卷 第 6 期 唐军等: 微织构超声振动铣削系统的研究 889
部分属于圆锥过渡超声阶梯变幅杆,由文献 [14] 可 F 6 a ∗ 11 a ∗ F 6
12
3
4
=
知该段的等效四端网络,如图9所示。 = D D D 5 , (4)
v 6 a ∗ a ∗ v 6
21 22
式 (4) 中,D 、D 和 D 分别表示第三部分的传
3
4
5
v v
t 3 t 3 t 4 t 4 5 5 v 6
v 11 21 11 21 t 11 t 21 ρcs 3
输 矩 阵 参 数:a 3 = a 3 = ;a 3 =
11 22 12
j tan(kL 3 )
F F
t 3 t 3 t 4 t 4 t 5 t 5 F 6 √
F 21 22 21 22 21 22 ρcs 3 ρc s 3 s 4
a 3 = ;a 4 = a 4 = ;a 4 =
21 j sin(kL 3 ) 12 21 j sin(kL 4 ) 11
图 9 圆柱立铣刀的四端网络 [14]
ρcs 3 (k − α tan kL 4 ) ρcs 4 (k + αN)
Fig. 9 The four-end network of cylindrical milling ;a 4 22 = ;a 5 =
11
cutter [14] jk tan(kL 4 ) jk tan(kL 4 )
a 5 22 = ρcs 4 ;a 5 12 = a 5 21 = ρcs 4 ;其中
第三部分(即:圆柱立铣刀段)的传输矩阵为 j tan(kL 5 ) j sin(kL 5 )
k = ω/c 为圆波数,ω 为圆频率,c 为纵振声速;ρ 为
a 3 a 3 a 4 a 4 a 5 a 5
F 3 11 12 11 12 11 12 F 6 材料密度。
=
a 3 a 3 a 4 a 4 a 5 a 5 由此可得,圆柱立铣刀的频率方程为
v 3 v 6
21 22 21 22 21 22
( ) ( 2 )
αN α α
1 + tan(kL 4 ) tan(kL 3 ) + 1 + N tan(kL 4 ) + (1 − N)
k k 2 k
tan(kL 5 ) = α . (5)
tan(kL 3 ) tan(kL 4 ) + tan(kL 4 ) − 1
k
3 有限元分析 Vector
Step=1
Sub=1
Freq=34986
U
斜槽式纵扭复合超声变幅杆与圆柱立铣刀 Node=2014
Min=0.083199
Max1=0.625
刀杆的设计频率为 35 kHz,其材料均选取 40Cr,
3
材 料 密 度 ρ = 7850 kg/m , 材 料 的 弹 性 模 量
E = 2.09 × 10 11 Pa,泊松比µ = 0.269。
3.1 超声振动系统的设计
采用不动点迭代法 (即:牛顿迭代) 对斜槽式
0.083199 0.425903 0.768608 1.111 1.454
Model prt0519 0.254551 0.597255 0.93996 1.283 1.625
纵扭复合变幅杆和圆柱立铣刀的频率方程 (3)、
(a) ԫࣨీവগ
方 程 (5) 进 行 求 解。 可 得 该 变 幅 杆 各 段 参 数 为
R 1 = 5 mm、R 2 = 15 mm、L 1 = 92.5 mm、 Vector
Step=1
Sub=1
L 2 = 35.12 mm、θ = 45 。圆柱立铣刀的各参数 Freq=35178
◦
U
Node=428
的理论计算结果为 R 3 = 7.5 mm、R 4 = 6 mm、 Min=0.1709
Max=6.398
L 3 = 10.023 mm、L 4 = 2 mm、L 5 = 60.153 mm。
为了便于装配连接,将法兰设置在变幅杆振
动输入端的 λ/4 = 37 mm 处,外径 66 mm,厚度
6 mm。利用三维软件分别建立变幅杆和圆柱立铣
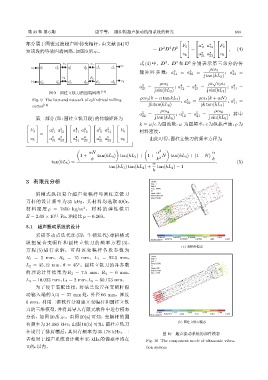
刀的三维模型,并将其导入有限元软件中进行模态
0.1709 0.862753 1.555 2.246 2.938 3.63 4.322 5.014 5.706 6.398
分析,如图 10 所示。由图 10(a) 可知,变幅杆的固 Model prt0517
(b) ړಏቡᨾѨവগ
有频率为 34.986 kHz;由图 10(b) 可知,圆柱立铣刀
在设置了排屑槽后,其固有频率为 35.178 kHz。二
图 10 超声振动系统的部件模态
者相对于超声系统设计频率 35 kHz 的偏差率均在 Fig. 10 The component mode of ultrasonic vibra-
10‰以内。 tion system