
Page 105 - 《应用声学》2022年第3期
P. 105
第 41 卷 第 3 期 唐军等: 微型轴承内滚道超声辅助超精研磨系统的设计 427
2.5991 mm。为了模拟现实生产工况,在超精油石研 加工完成后,利用自主研制的超声波清洗机对
磨30件之后,对试件进行普通超精研磨和超声辅助 套圈上面的磨屑和砂砾进行深度清洗,应用苏州格
超精研磨的加工测试,其中粗磨加工试件内沟道的 旭研制的 SJ5760轮廓测量仪器对其进行测量,测量
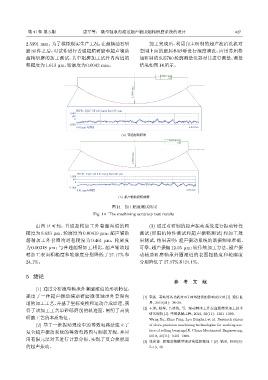
粗糙度为1.613 µm,轮廓度为0.0042 mm。 结果如图14所示。
0.00419 mm
0.8
2.59059 mm
PRF01: R[LC GS 0.25 mm]; Ra 0.633 μm
1.000
μm
0
–1.000
0.41 mm ඈ҉ए 2.04 mm
(a) ᤰᡔድᆑᇜ
0.00318 mm
0.8
2.60560 mm
PRF01: R[LC GS 0.25 mm]; Ra 0.461 μm
1.000
μm
0
–1.000
0.41 mm ඈ҉ए 2.07 mm
(b) ᡔܦᣙҰᡔድᆑᇜ
图 14 加工精度测试结果
Fig. 14 The machining accuracy test results
由图 14 可知:普通超精加工外套圈沟道的粗 (3) 通过对研制的超声振动系统进行振动特性
糙度为 0.633 µm,轮廓度为 0.00419 µm;超声辅助 测试 (即阻抗特性测试和超声振幅测试) 和加工效
超精加工外套圈沟道粗糙度为 0.461 µm,轮廓度 果测试,结果表明:超声振动系统的谐振频率准确、
为 0.00318 µm;与普通超精加工相比,超声辅助超 可靠,超声振幅 12.95 µm;较传统加工方法,超声振
精加工表面粗糙度和轮廓度分别降低了 27.17% 和 动辅助研磨轴承外圈滚道的表面粗糙度和轮廓度
24.1%。 分别降低了27.17%和24.1%。
5 结论
参 考 文 献
(1) 通过分析微型轴承外套圈滚道的形状特征,
提出了一种超声振动辅助研磨微型轴承外套圈沟 [1] 李新. 基站设备功耗对 5G 网络建设的影响及应对 [J]. 通信世
道的加工工艺,并基于坐标变换和运动合成原理,获 界, 2019(21): 38–39.
[2] 王旭, 赵萍, 吕冰海, 等. 滚动轴承工作表面超精密加工技术
得了该加工工艺单砂砾磨削的轨迹面,阐明了高效
研究现状 [J]. 中国机械工程, 2019, 30(11): 1301–1309.
研磨工艺的本质特征。 Wang Xu, Zhao Ping, Lyu Binghai, et al. Research status
(2) 基于一维振动理论中的等效电路法建立了 of ultra-precision machining technologies for working sur-
复合超声振动系统的等效电路图与频率方程,并应 face of rolling bearings[J]. China Mechanical Engineering,
2019, 30(11): 1301–1309.
用有限元法对其进行计算分析,实现了复合换能器
[3] 张光宙. 超精密级微型轴承沟道超精加工 [J]. 轴承, 1999(9):
的超声振动。 7–13, 48.