
Page 66 - 《应用声学》2023年第4期
P. 66
728 2023 年 7 月
47.0 57.0
วඝᆶए วඝᆶए
46.5 56.5
วඝᆶए/HRC 45.5 วඝᆶए/HRC 55.5
56.0
46.0
45.0
55.0
44.5 54.5
44.0 54.0
0 5 10 15 20 25 30 35 0 5 10 15 20 25 30 35
᧚ᡰሏ/mm ᧚ᡰሏ/mm
(a) ࣰरᇜҐ (b) Ͱພॲ᧚रᇜҐ
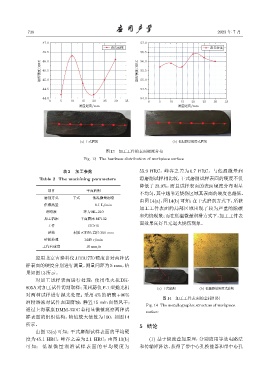
图 13 加工工件的表面硬度分布
Fig. 13 The hardness distribution of workpiece surface
表 2 加工参数 55.9 HRC,峰谷之差为 0.7 HRC。与低温微量润
Table 2 The machining parameters 滑磨削试样相比较,干式磨削试样表面的硬度不仅
降低了 23.9%,而且试样表面的表面硬度分布明显
项目 平面磨削
不均匀,其中越靠近烧伤区域其表面的硬度也越低。
磨削方式 干式 低温微量润滑
由图 14(a)、图 14(b) 可知:在干式磨削方式下,所获
供液流量 — 0.1 L/min
加工工件表面的局部区域出现了较为严重的脱碳
润滑液 环力 HL-210
和灼烧现象;而在低温微量润滑方式下,加工工件表
加工机床 平面磨床 M7132
面效果良好且无退火烧伤现象。
工件 GCr15
砂轮 材质:CBN;直径 350 mm
砂轮转速 1440 r/min
工作台速度 10 mm/s
应用北京吉泰科仪 JITAI770 硬度计对两种试
样表面的硬度分别进行测量,测量间距为 5 mm,结
果如图13所示。
对加工试样表面进行处理:使用电火花 DK-
805A 对加工试件切割取样;莱州蔚仪 P-1 型抛光机 (a) ࣰरᇜҐ (b) Ͱພॲ᧚रᇜҐ
对两种试样进行抛光处理;采用 4% 的硝酸 +96%
图 14 加工工件表面的金相组织
酒精溶液对试件表面腐蚀,静置 15 min 自然风干;
Fig. 14 The metallographic structure of workpiece
通过上海蔡康 DMM-330C 金相显微镜观察两种试
surface
样表面的组织结构,物镜放大倍数为 100,如图 14
所示。 5 结论
由图 13(a) 可知:干式磨削试样表面的平均硬
度为 45.1 HRC,峰谷之差为 2.1 HRC;由图 13(b) (1) 基于纵波叠加原理,分别应用等效电路法
可 知: 低 温 微 量 润 滑 试 样 表 面 的 平 均 硬 度 为 和传输矩阵法,获得了带中心孔换能器和带中心孔