
Page 65 - 《应用声学》2023年第4期
P. 65
第 42 卷 第 4 期 陈小静等: 低温微量超声雾化声学系统 727
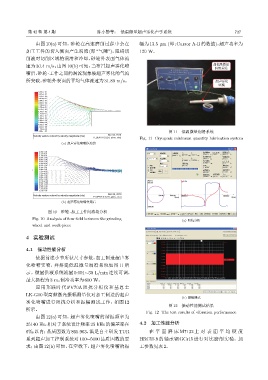
由图 10(a) 可知,砂轮在高速磨削过程中会在 幅为13.5 µm (即:Cursor A-B的数值),超声功率为
加工工件的切入侧面产生涡流 (即 “气障”),阻碍切 120 W。
削液对切削区域的润滑和冷却,砂轮外表面气体流
速为 30.4 m/s;由图 10(b) 可知,当布置超声雾化喷 ᡔͰພॲ᧚
ጇፒ
嘴后,砂轮-工件之间的涡流现象被超声雾化的气流
所突破,砂轮外表面的平均气体流速为31.89 m/s。 ᡔܦᭉӑ
إٙ
3.54e+01
3.37e+01
3.19e+01
3.01e+01
2.84e+01
2.66e+01
2.48e+01
2.30e+01
2.13e+01
1.95e+01
1.42e+01
1.24e+01
1.06e+01
8.86e+00
7.09e+00
5.32e+00
3.55e+00
1.78e+00
图 11
4.09e-03 低温微量润滑系统
Mar 04, 2010
Velocity vectors colored by velocity magnitude (m/s)
FLUENT 6.3 (2d, pbns, ske) Fig. 11 Cryogenic minimum quantity lubrication system
(a) ᡔܦᭉӑإٙͻၹҒ
3.49e+01
3.32e+01
3.14e+01
2.97e+01
2.80e+01
2.62e+01
2.45e+01
2.27e+01
2.10e+01
1.92e+01
1.75e+01
1.57e+01
1.40e+01
1.22e+01
1.05e+01
8.74e+00
6.99e+00
5.24e+00
3.49e+00
1.75e+00
3.73e-04
Mar 04, 2010
Velocity vectors colored by velocity magnitude (m/s)
FLUENT 6.3 (2d, pbns, ske)
(b) ᡔܦᭉӑإٙͻၹՑ
图 10 砂轮 -加工工件间流场分析
Fig. 10 Analysis of flow field between the grinding (a) ઈѬౢ
wheel and work-piece
4 实验测试
4.1 振动性能分析
依据前述小节所获尺寸参数,加工制造超声雾
化喷嘴实物,并搭建低温微量润滑系统如图 11 所
示。微量供液系统流量 0.001∼30 L/min 连续可调,
最大扬程为3 m;制冷功率为600 W。
应用邦联时代 PV70A 阻抗分析仪和基恩士
LK-G10 型高频激光振幅测量仪对加工制造的超声
(b) ࣨត
雾化喷嘴进行阻抗分析和振幅测试工作,如图 12
图 12 振动性能测试结果
所示。
Fig. 12 The test results of vibration performance
由图 12(a) 可知,超声雾化喷嘴的谐振频率为
25140 Hz,相对于系统设计频率25 kHz的偏差率在 4.2 加工性能分析
6‰ 以内;品质因数为 865.963,满足自主研发 TUR 在 平 面 磨 床 M7132 上 对 表 面 平 均 硬 度
系列超声加工控制系统对 100∼5000 品质因数的要 HRC55.9 的轴承钢 GCr15 进行对比磨削实验,加
求;由图 12(b) 可知,在空载下,超声雾化喷嘴的振 工参数见表2。