
Page 42 - 《应用声学》2023年第6期
P. 42
1152 2023 年 11 月
2.2 探头宽度优化
在激励频率选择为 5 MHz 时,对探头宽度进行
优化。锁紧杆将螺栓外六角头结构分隔成 2 个等腰 O
梯形,可放置探头的最大宽度仅为 5.2 mm,因此超
声探头可用的接触面十分有限。为了满足探头和工 y
Ꭵᬞ
件的耦合要求,同时也要保证获得足够的声场能量 x
来覆盖检验区域,分别模拟了探头宽度为 1∼5 mm
图 9 缺陷设置示意图
时超声波在螺栓中的传播,以得到较好的探头宽度
Fig. 9 Schematic diagram of the setting of the defect
参数。图8 为不同探头宽度下的螺栓底面反射回波
2.3.1 过渡区入射角度优化
的信号幅值,可以看出当探头宽度为 3 mm 及以上
时的超声波信号较好,综合考虑后,在后续数值模拟 在螺栓过渡区放置一个刻槽缺陷,分别采用不
中探头宽度采用4 mm。 同入射角探头激励超声波进行缺陷检测模拟。在0°
入射角下得到的螺栓声场分布随时间变化情况,如
1.0
图 10 所示,可观察到纵波遇到缺陷阻挡后发生反
0.8 射。采用单晶片的脉冲 -回波 (P/E) 方式拾取超声
回波时域信号,结果如图 11(a) 所示,通过在 0°入射
ॆʷӑࣨϙ 0.4 角下有缺陷和无缺陷的时域信号对比中可以清晰
0.6
地看到一次缺陷回波以及二次缺陷回波。图 11(b)
是不同入射角下缺陷回波的信号幅值的变化情况,
0.2
可以看出,随着入射角度的增大,缺陷回波的信号幅
0 值逐渐减小。
1 2 3 4 5
ଊ݀ࠕए/mm
图 8 不同探头宽度下螺栓底面回波的信号幅值
Fig. 8 The amplitude of the signal for the bolt
bottom echo at different probe widths
2.3 超声探头入射角度仿真优化
在实际对螺栓进行检测时必须选定好探头的
入射角度,即图 4(a) 斜入射纵波物理模型所示的入
射角,并且对于不同区域位置的缺陷检测需要采
用不同的超声波激发接收方式,即单个探头的脉冲-
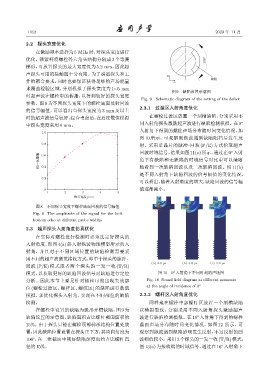
(a) 2.0 ms (b) 3.0 ms (c) 4.0 ms
回波 (P/E) 模式或者两个探头的一发一收 (T/R)
模式,以获取更好的缺陷回波信号对缺陷进行定位 图 10 0° 入射角下不同时刻的声场图
分析。因此本节主要是针对螺栓可能出现失效部 Fig. 10 Sound field diagram at different moments
at the angle of incidence of 0°
位 (螺栓过渡区、螺杆区、螺纹区) 的缺陷进行数值
模拟,来优化探头入射角,实现在不同部位的缺陷 2.3.2 螺杆区入射角度优化
检测。 同样地在螺栓中部螺杆区放置一个刻槽缺陷
在螺栓中设置的缺陷为弧形开槽缺陷,图 9 为 以模拟裂纹,分别采用不同入射角探头激励超声
缺陷设置的示意图,缺陷面积占比螺杆截面面积的 波进行缺陷检测模拟。在 16° 入射角下得到的螺栓
15%。由于探头只能在螺栓顶部梯形结构位置处放 截面声场分布随时间变化情况,如图 12 所示,可
置,因此缺陷位置设置在探头正下方,其周向角度为 观察到纵波遇到缺陷影响发生反射,不过反射的回
106°,在二维截面中刚好缺陷深度也约占比螺杆直 波幅值较小。采用2 个探头的一发一收(T/R)模式,
径的15%。 图 13(a) 为接收端的时域信号,通过在 16°入射角下