
Page 56 - 《应用声学》2023年第6期
P. 56
1166 2023 年 11 月
small-angled oblique technique was capable of detecting artificial defects that was undetectable by traditional
methods, and that it can be used to eliminate the inspection blind zones caused by the structure, and therefore
ensuring the serving security of the assemblies.
Keywords: UT inspection blind zone; Small-angled oblique longitudinal inspection; Rear journal forgings
区位置加工了平底孔人工缺陷。采用水浸法纵波直
0 引言 入射检测和小角度纵波斜入射检测技术分别对模
拟件进行了检测实验,验证了不同方法对于盲区覆
后轴颈是涡扇航空发动机的关键零件之一,通
盖的有效性,最终分析了缺陷的检测效果和信噪比,
常采用高温合金制造,它位于压气机部位,具有连接
确认了该方法的检测能力。
盘和轴的重要作用。为保证服役安全,设计要求后
轴颈在锻件粗加工阶段进行 100% 超声检测,并规
定了纵波直入射方法的验收要求。生产检测中为了
达到所需的灵敏度和信噪比,一般采用水浸超声聚
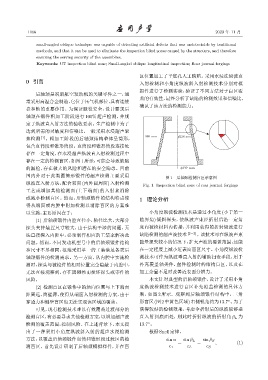
386 mm φ228 mm
焦检测 [1] 。粗加工阶段的后轴颈结构整体呈筒形,
包含直筒段和锥形筒段。直筒段和锥形筒段连接处
存在一定角度,在水浸超声纵波直入射检测过程中
存在一定的检测盲区,如图 1所示,可能会导致缺陷
的漏检,存在极大的风险和潜在的安全隐患。目前 φ377 mm
国内外对于此类圆筒形锻件的超声检测主要采用 图 1 后轴颈检测盲区示意图
纵波直入射方法,配合双面 (内外圆周面) 入射检测
Fig. 1 Inspection blind zone of rear journal forgings
工艺或增加其他检测面 (上下端面) 的入射来消除
或减小检测盲区。然而,后轴颈锻件的结构特点使 1 理论分析
得从端面或内腔中附加检测以消除盲区的方案难
以实施,主要原因在于: 小角度纵波检测技术是通过小角度 (小于第一
(1) 后轴颈锻件内腔直径小,轴径比大,大部分 临界角) 倾斜探头,使纵波声束经折射后沿一定角
探头夹持装置尺寸较大,由于结构干涉的问题,无 度向被检材料内传播,并利用获得的折射纵波进行
法直接探入内腔中,必须制作相应的工装来解决此 缺陷检测的超声波技术 [2−3] 。该技术可在纵波声束
问题。然而,不同发动机型号中的后轴颈锻件结构 能量损失较小的情况下,扩大声波的覆盖范围,还能
和尺寸不尽相同,很难采用单一的工装满足各类后 在一定程度上减小近表面盲区尺寸。小角度纵波检
轴颈锻件的检测需求。另一方面,从内腔中实施检 测技术可作为纵波垂直入射的辅助扫查手段,用于
测时,探头与被检件的相对位置完全隐蔽于内腔中, 补充覆盖轴类件、盘件检测时的结构盲区,以及在
无法直接观察到,存在因碰撞而损坏探头或零件的 加工余量不足时改善近表面分辨力。
风险。 本文针对典型的后轴颈锻件,设计了采用小角
(2) 检测盲区在锻件中的轴向位置与上下端面 度纵波检测技术进行盲区补充覆盖检测的具体方
距离远,筒壁薄,使得从端面入射检测的方案,由于 案,如图 2 所示。观察到后轴颈锻件结构中,三角
穿透力和侧壁盲区也无法实现该区域的覆盖。 形盲区(图2中黄色区域)右侧锐角约为13.7 。为了
◦
可见,现有检测技术难以有效覆盖过渡部分的 获得较好的检测效果,考虑令折射后的纵波能够垂
检测盲区,有必要寻求其他检测方案,以增加超声波 直入射到底面处,则此时折射纵波的折射角 β L 为
检测的覆盖范围,控制风险。在上述背景下,本文提 13.7 。
◦
出了一种采用小角度纵波斜入射的超声水浸检测 根据Snell定律,
方法,以覆盖后轴颈锻件直筒和锥形段过渡区的检 sin α sin β L sin β S
= = , (1)
测盲区。首先设计研制了后轴颈模拟样件,并在盲 c 1 c L c S