
Page 83 - 《应用声学》2024年第1期
P. 83
第 43 卷 第 1 期 徐小翔等: 某商用车怠速油底壳异响问题分析 79
表 2 油底壳表面振动随机油温度变化 表 4 机油泵振动随机油温度变化
Table 2 Oil pan surface vibration random Table 4 Oil pump vibration random oil
oil temperature temperature change
◦
◦
机油温度/ C 油底壳振动/g 机油温度/ C 油底壳振动/g 机油温度/ C 机油泵振动/g 机油温度/ C 机油泵振动/g
◦
◦
20 2.1 80 1.6
20° 2.9 80° 1.9
40 2.0 100 1.5
40° 2.4 100° 1.9
60 1.7 120 1.5
60° 2.1
2.2 机油液位对噪声振动的影响分析
表 3 不同温度下的机油黏度
机油液位不同时油底壳模态频率会有所变化,
Table 3 Oil viscosity at different temperatures
机油含量对油底壳表面振动也存在影响。为分析这
机油温度/ C 黏度/cSt 机油温度/ C 黏度/cSt 些具体影响,将发动机置于 NVH 台架,并在油底壳
◦
◦
−35 11479 50 37 位置布置振动传感器,如图8所示。
−30 6427 60 27
−20 2307 70 20
−10 964 80 15
0 456 90 12
10 240 100 9.5
20 137 110 7.9
30 84 120 6.6
40 55
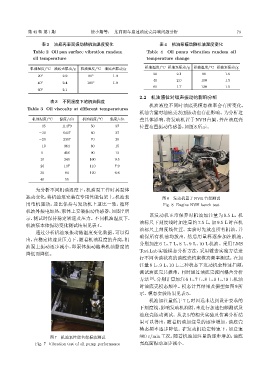
为分析不同机油温度下,机油泵工作时其泵体
振动变化,将机油泵安装在专用性能台架上,机油泵 图 8 发动机置于 NVH 台架测试
用电机驱动,速比保持与发动机上速比一致,循环 Fig. 8 Engine NVH bench test
机油外接电加热,泵体上安装振动传感器,如图 7所
该发动机正常保养时机油加注量为 9.5 L,机
示,测试时保持稳定转速及压力。不同机油温度下,
油标尺下刻度线时加注量约 7.5 L,加 9.5 L 时在机
机油泵本体振动变化测试结果见表4。
油标尺上刻度线位置。实验时先放出所有机油,并
通过分析机油泵振动随温度变化数据,可以得
确保所有机油均放出,然后用量杯逐步加注机油,
出,在稳定转速及压力下,随着机油温度的升高,机
分别加注 6 L、7 L、8 L、9 L、10 L 机油。采用 LMS
油泵上振动逐步减小,即泵体振动随着机油黏度的
Test.Lab 实验模态分析方法,采用锤击实验方法进
降低而降低。
行不同含油状态的油底壳约束模态频率测试。在加
注量 8 L、9 L、10 L 三种状态下发动机全转速扫频,
测试油底壳共振带。同时通过油底壳流固耦合分析
方法 [3] ,分别计算加注 6 L、7 L、8 L、9 L、10 L 机油
时油底壳模态频率。模态计算结果及振型如图 9 所
示。模态实验结果见表5。
机油加注量低于 7 L 时因远未达到设计要求的
下刻度线,影响发动机润滑,未进行加速扫频测试及
油底壳振动测试。从表 5 的相关实验及仿真分析结
果可以得出,随着机油加注量的逐步增加,油底壳
模态频率逐步降低。在发动机稳定转速下,如怠速
图 7 机油泵性能台架振动测试 800 r/min 工况,随着机油加注量的逐步增加,油底
Fig. 7 Vibration test of oil pump performance 壳底面振动逐步减小。