
Page 84 - 《应用声学》2024年第1期
P. 84
80 2024 年 1 月
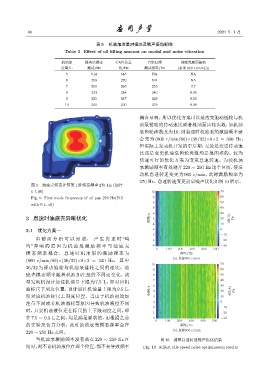
表 5 机油加注量对模态及噪声振动影响
Table 5 Effect of oil filling amount on modal and noise vibration
机油加 锤击法模态 CAE 仿真 台架扫频 油底壳底面振动
注量/L 测试/Hz 值/Hz 测试模态/Hz (怠速 800 r/min)/g
0 514 545 NA NA
6 259 270 NA NA
7 250 265 255 3.7
8 233 254 240 0.95
9 225 247 228 0.56
10 220 230 219 0.49
耦合异响。所以优化方案可以是改变驱动链轮与机
油泵链轮的传动速比或者机油泵齿轮齿数,如机油
泵齿轮齿数改为 10,则怠速时机油泵的激励频率就
会变为 (800 r/min/60)×(36/32)×8×2 = 300 Hz。
但实际上发动机开发的中后期,无论是变更传动速
比还是变更机油泵齿轮齿数均是很困难的。较为
快速可行的优化方案为变更怠速转速。为使机油
泵激励频率有效避开 220 ∼ 250 Hz 这个区间,使发
动机怠速转速变更为 900 r/min,此时激励频率为
270 Hz。怠速转速变更前后噪声优化如图10所示。
图 9 油底壳模态计算第 1 阶模态频率 270 Hz (加注
6 L 油) 10 70
Fig. 9 First mode frequency of oil pan 270 Hz(Fill 9 60
with 6 L oil) 8 50
7 40
6 30
3 怠速时油底壳异响优化 ᫎ/s 5 20 dB(A) Pa
4 10
3.1 优化方案一 3 0
2 -10
由 前 面 分 析 可 以 知 道, 产 生 怠 速 时 “呜 1 -20
呜” 异 响 的 原 因 为 机 油 泵 激 励 频 率 与 油 底 壳 0 -30
0 100 200 300 400 500
模 态 频 率 耦 合。 怠 速 时 机 油 泵 的 激 励 频 率 为 ᮠဋ/Hz
(800 r/min/60)×(36/32)×8×2 = 240 Hz, 其中 (a) ᤴ800 r/min
10 70
36/32 为驱动链轮与机油泵链轮之间的速比。油
9 60
底壳模态频率随着机油加注量的不同而变化,该 8 50
型发动机设计加注机油量下限为 7.5 L,即对应机 7 40
6 30
油标尺下刻度位置,设计加注机油量上限为 9.5 L, ᫎ/s 5 20 dB(A) Pa
即对应机油标尺上刻度位置。当由于机油初始加 4 10
注量不同或者机油消耗等原因导致机油液位不同 3 0
2 -10
时,只要机油液位还在标尺的上下限刻度之间,即
1 -20
在 7.5 ∼ 9.5 L 之间,均是满足要求的,而根据之前 0 -30
0 100 200 300 400 500
的实验及仿真分析,此时的油底壳模态频率会在 ᮠဋ/Hz
220 ∼ 250 Hz之间。 (b) ᤴ900 r/min
当机油泵激励频率没有落在 220 ∼ 250 Hz 区 图 10 调整怠速转速噪声优化结果
间时,则不论机油液位在那个位置,都不会导致频率 Fig. 10 Adjust idle speed noise optimization results