
Page 25 - 《应用声学》2020年第3期
P. 25
第 39 卷 第 3 期 牛金荣等: 超声辅助磨削杯形砂轮变幅器设计与试验 345
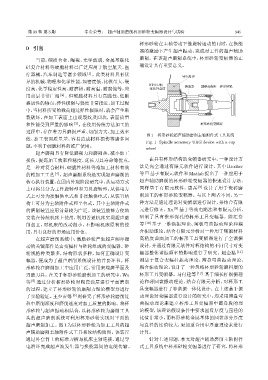
杯形砂轮在主轴带动下做旋转运动的同时,在换能
0 引言
器的激励下产生超声振动,完成对工件的超声辅助
当前,硬质合金、陶瓷、光学玻璃、金属基碳化 磨削。在该超声磨削系统中,杯形砂轮变幅器的正
硅复合材料等硬脆材料已广泛应用于航空航天、医 确设计具有重要意义。
疗器械、汽车制造等诸多领域 [1] 。此类材料具有优 ႃဗ
异的机械、物理和化学性能,如密度低、比模量大、硬
BT40Ѩ౻ʷ
度高、化学稳定性高、耐磨损、耐高温、耐腐蚀等,应 ʹӑܱݓኔ ૱ᑟ٨ ړ᩼ԫࣨీ ॎᆋᣃ
用前景非常广阔 [2] 。但硬脆材料具有高脆性、低断
裂韧性的特点,弹性极限与强度非常接近,加工过程
中,当材料所受的载荷超过弹性极限时,就会产生断
裂破坏,在加工表面上出现裂纹及凹坑,表面质量
和性能受到严重的影响 [3] 。在使用传统方法加工的 ॎᆋᣃԫࣨ٨
过程中,存在着刀具磨损严重、切削力大、加工效率
图 1 杯形砂轮超声辅助磨削主轴附件式工具系统
低、加工表面质量差、容易造成材料损伤等诸多问
Fig. 1 Spindle accessory UAG device with a cup
题,不利于硬脆材料的推广使用。
wheel
超声磨削具有降低磨削力和磨削热、减小加工
损伤、提高加工效率和精度、延长刀具寿命等优点, 在具有杯形结构的变幅器研究中,一种设计方
是一种对复合材料、硬脆性材料等难加工材料有效 法是完全通过有限元软件进行设计,其中 Brecher
的精加工工艺 [4] 。超声磨削系统是实现超声磨削的 等 [7] 基于有限元软件和 Matlab 提出了一种应用于
核心执行装置,在国内外现阶段研究中,从运动方式 超声辅助磨削的杯形砂轮变幅器的快速设计方法。
上可将其分为工件旋转型和刀具旋转型;从供电方 同样基于有限元软件,唐岳 [8] 设计了用于瓷砖磨
式上可分为接触供电式和非接触供电式;从装置结 削加工的杯形砂轮变幅器。与以上两者不同,另一
构上可分为主轴附件式和平台式。其中主轴附件式 种方法是通过理论对变幅器进行设计,并结合有限
的磨削装置应用前景较为广泛。该装置能够方便地 元进行修正。Xu [9] 基于等效电路法和有限元分析,
安装在传统机床上使用,利用普通机床实现超声磨 研制了具有锥形深孔的杯形工具变幅器。陈汇资
削加工,对机床的改动很小,不影响机床原有的使 等 [10] 基于一维纵振理论、薄板弯曲振动理论和耦
用,具有良好的市场应用价值。 合振动理论,结合有限元分析对一种用于硬脆材料
在超声磨削系统中,激励砂轮产生超声频率振 高精度曲面加工的杯形工具变幅器进行了全谐振
动的关键部件是由变幅杆与砂轮组成的变幅器。砂 设计,并通过有限元软件对杯结构的不同尺寸对变
轮规格种类繁多,结构形状多样,如何正确设计变 幅器整体谐振频率的影响进行了研究。赵金坠 [11]
幅器,便成为了超声磨削系统设计的首要环节。杯 则基于复合变幅杆振动理论、薄盘弯曲振动理论、
形砂轮在磨削加工中应用广泛,常用来端磨平面及 耦合振动理论,设计了一种忽略杯形砂轮磨料层的
刃磨刀具。在关于杯形砂轮磨削加工的研究中,Wu 杯形工具变幅器。马付建等 [12] 基于细长杆纵振理
等 [5] 通过分析杯形砂轮对陶瓷涂层进行平面磨削 论和薄圆盘振动理论,结合有限元分析,对杯形工
的过程,建立了杯形砂轮的磨削力理论模型并进行 具变幅器进行了非谐振一体化设计。在上述基于振
了实验验证。王少雷等 [6] 则研究了杯形砂轮磨削过 动理论对变幅器进行设计的研究中,均采用薄盘弯
程中磨削深度和磨削速度对加工质量的影响。将杯 曲振动理论来建立杯形工具变幅器中圆盘段的理
形砂轮与超声振动相结合,以杯形砂轮为磨削工具 论模型,该理论假设条件中要求圆盘厚度与直径的
头的超声磨削系统可利用杯形砂轮实现对平面的 比值非常小,而杯形砂轮金属基体的圆盘部分厚度
超声磨削加工。图 1 为以杯形砂轮为加工工具的超 与直径的比值较大,更加适合用中厚盘理论来进行
声辅助磨削主轴附件式工具系统结构简图。该装置 计算。
通过外套筒上的标准刀柄与机床主轴连接,通过导 针对上述问题,本文对超声辅助磨削主轴附件
电滑环完成超声波发生器与换能器间的电能传输。 式工具系统中杯形砂轮变幅器进行了研究,将杯形