
Page 68 - 《应用声学》2021年第4期
P. 68
552 2021 年 7 月
动主轴进行了模态分析,得到了各阶模态振型的变
形情况和谐振频率,最终确定第21阶振型为所需振
型。基于谐响应分析的基本理论,对超声振动主轴
进行了谐响应分析,得到了各阶模态振型的振幅频
率响应、相位频率响应、位移云图和应力云图。对加
B/ms
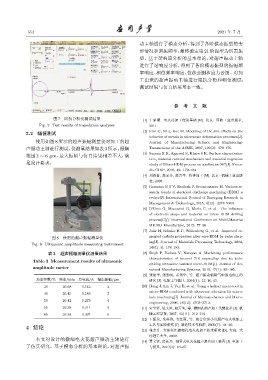
20.00 工出来的超声振动主轴进行阻抗分析和幅值测试,
测试结果与仿真结果基本一致。
G/ms
-20.00
参 考 文 献
图 7 阻抗分析仪测试结果 [1] 于家珊. 电火花加工理论基础 [M]. 北京: 国防工业出版社,
Fig. 7 Test results of impedance analyzer 2011.
3.2 幅值测试 [2] Kim G, Ni J, Koc M. Modeling of the size effects on the
behavior of metals in microscale deformation processes[J].
使用如图8 所示的超声振幅测量仪对加工的超 Journal of Manufacturing Science and Engineering-
声振动主轴进行测试,仪测量结果如表 3所示,振幅 Transactions of the ASME, 2007, 129(3): 470–476.
范围 2 ∼ 6 µm,最大振幅与仿真结果相差不大,满 [3] Saxena K K, Agarwal S, Khare S K. Surface characteriza-
tion, material removal mechanism and material migration
足设计要求。 study of Micro-EDM process on conductive SiC[J]. Proce-
dia CIRP, 2016, 42: 179–184.
[4] 刘晋春, 赵家齐, 赵万生. 特种加工 [M]. 北京: 机械工业出版
社, 2004.
[5] Ramarao B S V, Shailesh P, Sreenivasarao M. Various re-
search trends of electrical discharge machining (EDM)–a
review[J]. International Journal of Emerging Research in
Management & Technology, 2015, 4(12): 2278–9359.
[6] D’Urso G, Maccarini G, Merla C, et al. The influence
of electrode shape and material on micro EDM drilling
process[C]// International Conference on Multi-Material
MICRO Manufacture, 2012: 77–80.
[7] Juhr H, Schulze H P, Wollenberg G, et al. Improved ce-
图 8 使用的超声振幅测量仪 mented carbide properties after wire-EDM by pulse shap-
ing[J]. Journal of Materials Processing Technology, 2004,
Fig. 8 Ultrasonic amplitude measuring instrument
149(1–3): 178–183.
表 3 超声振幅测量仪测量结果 [8] Singh P, Yadava V, Narayan A. Machining performance
characteristics of inconel 718 superalloy due to hole-
Table 3 Measurement results of ultrasonic
sinking ultrasonic assisted micro-EDM[J]. Journal of Ad-
amplitude meter vanced Manufacturing Systems, 2018, 17(1): 89–105.
[9] 张建华, 张勤河, 孟艳华, 等. 超声振动辅助气中放电加工的
功率参数/% 频率/kHz 总电流/A 输出振幅/µm 研究 [J]. 电加工与模具, 2004(4): 13–16, 65.
30 26.68 0.142 2 [10] Hung J, Lin J, Yan B, et al. Using a helical micro-tool in
micro-EDM combined with ultrasonic vibration for micro-
40 26.45 0.188 3
hole machining[J]. Journal of Micromechanics and Micro-
50 26.42 0.273 4
engineering, 2006, 16(12): 2705–2713.
55 26.38 0.311 5 [11] 贾宝贤, 边文凤, 赵万生, 等. 微细孔超声加工关键技术 [J]. 机
65 26.35 0.397 6 械工程学报, 2007, 43(11): 212–216.
[12] 王振龙, 栾英艳, 韦红雨, 等. 钛合金深小孔超声电火花加工
4 结论 工艺与实验研究 [J]. 制造技术与机床, 2000(7): 44–46.
[13] 张余升. 大深径比微细孔电火花加工技术研究 [D]. 大连: 大
连理工大学, 2009.
本文对设计的微细电火花超声振动主轴进行
[14] 贾宝贤, 房长兴. 倒置式电火花超声复合加工装置 [J]. 电加工
了仿真研究。基于模态分析的基本理论,对超声振 与模具, 2010(4): 64–67.