
Page 57 - 《应用声学》2022年第5期
P. 57
第 41 卷 第 5 期 韩梦等: 铝合金板疲劳微裂纹超声红外成像检测的数值及实验研究 733
在实验过程中,在保证实验条件相同的前提下, 是影响检测结果的重要因素,在检测时应选择能量
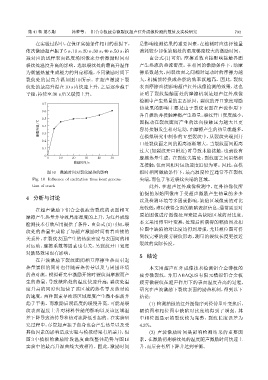
依次激励超声振子5 s、10 s、20 s、30 s、40 s、50 s,拍 消耗较少却使缺陷处的温度梯度较大的激励时间。
摄对应的试样表面温度场图像来分析激励时间对 由公式 (1) 可知,摩擦系数直接影响接触界面
裂纹处温度升高的影响。选取裂纹处的最高升温作 产生热流的热流密度。在相同的激励条件下,动摩
为衡量热量生成能力的判定标准,不同激励时间下 擦系数越大,两裂纹面之间相对运动时的摩擦力越
裂纹处的最高升温如图 10 所示。在超声激励下裂 大,机械能转换成热能的效率就越高。因此,裂纹
纹处的最高升温在 10 s 内快速上升,之后逐步趋于 表面摩擦直接影响超声红外成像检测的效果,这也
平稳,持续至30 s后又缓慢上升。 证明了裂纹接触面处的摩擦机制是超声红外成像
检测中产生热量的主要原因。裂纹的开口宽度对励
0.7
热效果的影响主要是由于裂纹表面在声波作用下
0.6
各自振动并接触摩擦产生热量,裂纹开口宽度越小,
0.5 因振动在裂纹面间产生的法向接触压力越大且更
తᰴӤພ/Ć 0.4 容易接触发生相对运动,由摩擦产生的热量就越多。
0.3
0.2 在模拟研究中制作的 V 型裂纹中,从裂纹尖端到开
口处裂纹面之间的距离逐渐增大。当裂纹面间距离
0.1
过大 (如裂纹开口附近) 时导致未能接触,也就没有
0
0 10 20 30 40 50 摩擦热量生成。在裂纹尖端处,裂纹面之间虽然相
༏ҵᫎ/s
互接触,但面间相对运动速度近似为零。因此,在模
图 10 激励时间对裂纹励热的影响 拟时相同激励条件下,最高温度位置通常不在裂纹
Fig. 10 Influence of excitation time heat genera- 尖端,而位于靠近裂纹尖端的区域。
tion of crack 此外,在超声红外成像检测中,红外热像仪所
拍摄的原始图像由于受超声激励产生热量的多少
4 分析与讨论
以及检测环境等多因素影响,缺陷区域像素的对比
度较低,难以获得全面的缺陷表征信息,通常需要对
在超声激励下铝合金板疲劳裂纹的表面相互
原始图像进行图像处理来提高缺陷区域的对比度。
摩擦产生热量并导致局部温度的上升,为红外成像
本文采用傅里叶变换,处理后所获得的幅值图及相
检测技术有效应用提供了条件。由公式 (1)可知,裂
位图中缺陷的对比度均得到增强,尤其相位图可得
纹处的热量生成除了与超声激励时间有着直接的
到较完整的疲劳裂纹形态,测量的裂纹长度更接近
关系外,在裂纹表面产生的热流密度与表面间的相
裂纹的实际长度。
对运动、摩擦系数等因素也有关,另裂纹开口宽度
对励热效果也有影响。
5 结论
在声波激励下裂纹面间相互摩擦生热而引起
热量累积的同时也伴随着热传导以及与周围环境 本文用超声红外成像技术检测铝合金薄板的
的热对流。模拟研究中激励开始时裂纹面摩擦而产 疲劳微裂纹,并用 ABAQUS 有限元模拟铝合金板
生的热量,导致缺陷处的温度快速升高;裂纹处温 疲劳微裂纹在超声作用下的表面温度升高的过程,
度升高的同时也加快了该区域的热传导及热对流 研究在声波激励下裂纹表面的励热机制,得到以下
的速度。两种因素导致该区域温度产生微小振荡并 结论:
趋于平衡。而激励后期温度的缓慢升高,可能是裂 (1) 检测拍摄的红外图像序列经傅里叶变换后,
纹表面温度上升对材料性能的影响以及该区域温 幅值图和相位图中缺陷对比度均得到了增强,其
差下降导致热传导和热对流降低引起的。在实验研 中相位图显示的裂纹较为完整,裂纹长度误差为
究过程中,尽管超声振子自身也会产生热量以及受 4.3%。
其他因素的影响造成实验与模拟结果有所差异,但 (2) 声波激励时间是影响检测结果的重要因
图 3 中模拟的激励阶段温度曲线整体趋势与图 10 素。在激励初期裂纹处的温度随声激励时间快速上
实验中的最高升温曲线大致相符。因此,激励时间 升,而后会有所下降并达到平衡。