
Page 56 - 《应用声学》2022年第5期
P. 56
732 2022 年 9 月
为 18 C,红外摄像仪的采样频率为 30 Hz,拍摄的 0 23
◦
图像尺寸为 1024×768 像素。实验时先采集未激励 100 22
200
声波的原始红外图像作为背景,再记录声波激励时 21
300
试样表面的红外图像。超声红外成像检测实验系统 ϸጉ 400 20 ພए/C
的原理图和照片如图7所示。 500 19
600
18
ጚܱϸ́ 700
17
0 200 400 600 800 1000
ϸጉ
ᡔܦฉԧၷ٨
(a) Ԕݽڏϸ
ᝠካ 0 1.0
݃Ц
ᡔܦߕ
50 0.8
តನ Ꭵᬞ 0.6
100
ϸጉ
(a) Ԕေڏ ພए/C
150 0.4
0.2
200
0
0 50 100 150 200 250
ϸጉ
(b) ԝᬔᑀఀ˨Ցᄊڏϸ
图 8 红外图像
Fig. 8 Infrared images
(b) ࠄᰎᜉᎶڏ
0 0.8
图 7 超声红外成像检测实验系统
50
Fig. 7 Experimental system of vibro-thermography 0.6
100
3.3 实验结果 0.4 ࣨϙ/C
ϸጉ
图 8(a) 为激励 5 s 时红外摄像仪拍摄的原始红 150
外图像,图8(b) 为通过图像减法处理去除背景噪声 0.2
200
后得的局部放大图像。由图可知裂纹处的温度经超
声激励后明显高于试样完好处的温度,升温最高达 0 50 100 150 200 250
ϸጉ
到0.36 C,说明超声激励下在裂纹处产生了附加热 (a) ࣨϙڏ
◦
量。图中较亮的区域即为裂纹,能够观测到裂纹的 0 1.5
形状和位置,但疲劳裂纹部分未被完全显示。对裂
1.0
纹长度进行测量,结果约为13 mm。 50
0.5
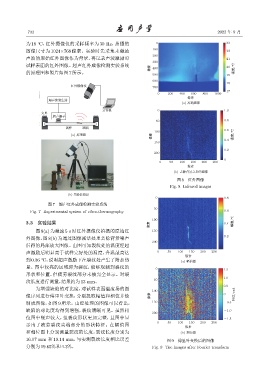
为增强缺陷的对比度,对试样表面温度场的图
100
像序列进行傅里叶变换,分别提取幅值和相位并绘 ϸጉ 0 ᄱͯ/rad
制成图像,如图 9 所示。由经处理的图像可以看出, 150 -0.5
缺陷的对比度均得到增强,裂纹清晰可见。虽然相 -1.0
200
位图中噪声较大,但裂纹形状更加完整,且图中显 -1.5
0 50 100 150 200 250
示出了疲劳裂纹尖端部分的形状特征。在幅值图 ϸጉ
和相位图上分别测量裂纹的长度,裂纹长度分别为 (b) ᄱͯڏ
16.07 mm 和 19.14 mm,与实测裂纹长度相比误差 图 9 傅里叶变换后的图像
分别为19.65%和4.3%。 Fig. 9 The images after Fourier transform